







































Products

Tamaño de la boquilla Comparación

Las impresoras 3D, incluidas las impresoras 3D más largas, se entregan de fábrica con una boquilla de 0,4 mm de diámetro. Este diámetro permite obtener la mejor relación de velocidad de impresión y la reproducción de los detalles, sin embargo, siempre es posible instalar boquilla de diferentes diámetros de acuerdo con diferentes necesidades; Los ejemplos son las boquillas de 0.6, 0.8 y 1 mm.

Dependiendo del diámetro de la boquilla utilizada, es posible establecer una "altura de capa" máxima diferente, que es igual al 80% del diámetro de la boquilla: esto significa que si monta un 0.4 mm, la altura de la capa puede ser 0.32 mm, si monta una 0.8 mm, puede ser 0.64 mm, y si la boquilla es de 0.2 mm, la altura de la capa puede ser un máximo de 0.16 mm, y así sucesivamente. Por lo tanto, el diámetro de la boquilla proporciona una altura máxima de la capa, pero no proporciona una altura mínima: por lo que con una boquilla de 0.8 mm puede imprimir a una resolución z de 0.05 mm exactamente como lo haría con una boquilla de 0.4 mm o 0.2 mm. La resolución mínima y la altura mínima de la capa que puede alcanzar no está dada por el diámetro de la boquilla, sino por las características de la máquina establecida en el firmware.
Lo que inevitablemente cambia según el diámetro de la boquilla es el ancho de extrusión; Es el ancho de extrusión mínimo de la boquilla que siempre corresponde al al menos el diámetro exacto de la boquilla. Por ejemplo, si con una boquilla de 0.4 mm, el ancho de extrusión será de 0.4 mm, con una boquilla de 0.8 mm, el ancho de extrusión será necesariamente 0.8 mm y, por lo tanto, los detalles de impresión más pequeños que el diámetro de la boquilla no se pueden realizar. Un ejemplo práctico es un cubo vacío con paredes de 1,6 mm de ancho: se realizarán una boquilla de 0,4 mm 4 paredes, mientras se realizarán un uso de una boquilla 2 de 0,8 mm. Pero si el cubo vacío tiene paredes de 0,5 mm de ancho, esto se puede hacer con una boquilla de 0,4 mm, ¡pero será imposible hacerlo con una boquilla de 0,8 mm! Por lo tanto, todos los detalles "horizontales" con grosor menor que el ancho de extrusión siempre serán ignorados por la cortadora; Tenga en cuenta que nos referimos a la resolución plana, que no tiene nada que ver con la resolución en z de la altura de la capa.
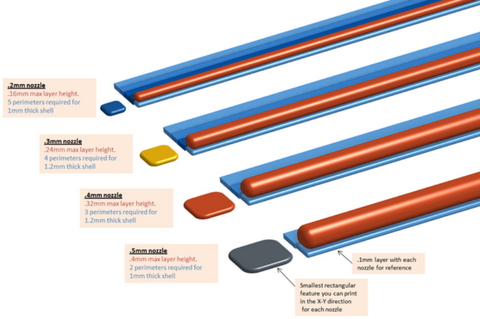
Una consecuencia directa del uso de una boquilla de mayor diámetro es que seguramente notará una diferencia en los tiempos de impresión: con boquillas muy grandes, se reduce a la mitad de los tiempos de impresión precisamente porque es posible trabajar con capas mucho más gruesas. Como se mencionó anteriormente, si ha montado una boquilla de 0.4 mm y desea obtener una pared de aproximadamente 1.6 mm, necesita 4 bucles de 0.4 mm de ancho; Pero con una boquilla de 0.8 mm simplemente necesitaremos 2 bucles. Esto significa menos tiempo que lleva la impresora construir el mismo objeto. Imagínese entonces el relleno de nuestro objeto, ¿cuánto más resistente será ya que usaremos un ancho de extrusión tan abundante? Cuanto mayor sea el ancho de extrusión, mejor será la fusión entre una capa y otra.
Otra ventaja de las boquillas muy grandes es la capacidad de imprimir algunos materiales más técnicos mucho más fácilmente, como los materiales "cargados" con madera, partículas de cobre u otros compuestos, ya que una boquilla grande difícilmente tendrá problemas de obstrucción como una boquilla de 0.4, lo que es una boquilla de 0.4. capaz de imprimir estos materiales sin problemas. Además, si tiene dificultades para imprimir materiales flexibles como TPU / TPE con dureza cercana a 70 costas A (por lo tanto bastante suaves) con 0.4 boquillas, intente usar boquillas de 0.8 mm o 1 mm y verá qué diferencia: las impresiones Ya no se congela, pero sobre todo, puede aumentar la velocidad de impresión porque habrá menos riesgo de enredar el material alrededor de la rueda de nudillos. En general, cuanto más libre sea el material, menos enganches habrá en el alimentador.
Por lo tanto, una boquilla más grande ofrece impresiones más fáciles, más rápidas y más fuertes. Sin embargo, aunque esto parece perfecto, también hay desventajas: como se mencionó anteriormente, precisamente debido al ancho de extrusión demasiado ancho, perdemos una buena parte de los detalles de nuestra impresión.
Usando boquillas muy grandes, la masa de material que ingresa a la cámara de fusión es mayor que en boquillas más pequeñas, por lo que es necesario aumentar la temperatura de la boquilla a medida que aumenta el diámetro de la boquilla, más o menos dependiendo de las velocidades de impresión. Si ve que la boquilla extruye gravemente o la impresión de delamina una vez que se completa el objeto, debe ajustar los valores de temperatura; Para este fin, es útil realizar una prueba de temperatura de impresión como se ilustra en un artículo anterior. El flujo también debe calibrarse nuevamente al cambiar la boquilla; También, por esta razón, un artículo anterior está disponible para consultar.
En conclusión, tenga cuidado de no meterse con la altura de la capa y el ancho de extrusión. Como se reiteró anteriormente, puede imprimir muy bien a la altura de la capa 0.1 mm o 0.2 mm incluso con una boquilla enorme y un ancho de extrusión realmente amplio; Entonces, si, por ejemplo, imprime un modelo con todos los detalles principales del ancho de extrusión, utilizando una altura de capa 0.2 mm obtendrá pero la misma calidad de impresión idéntica con una boquilla de 0.4 mm y con una boquilla de 0.8 mm / 1 mm. Esto refuta definitivamente la falsa creencia de que el uso de boquillas grandes, la calidad de impresión debe empeorar inevitablemente, ya que la calidad de impresión está estrechamente vinculada a la altura de la capa que no depende del diámetro de la boquilla.
- Elegir una selección da como resultado una actualización de página completa.
!