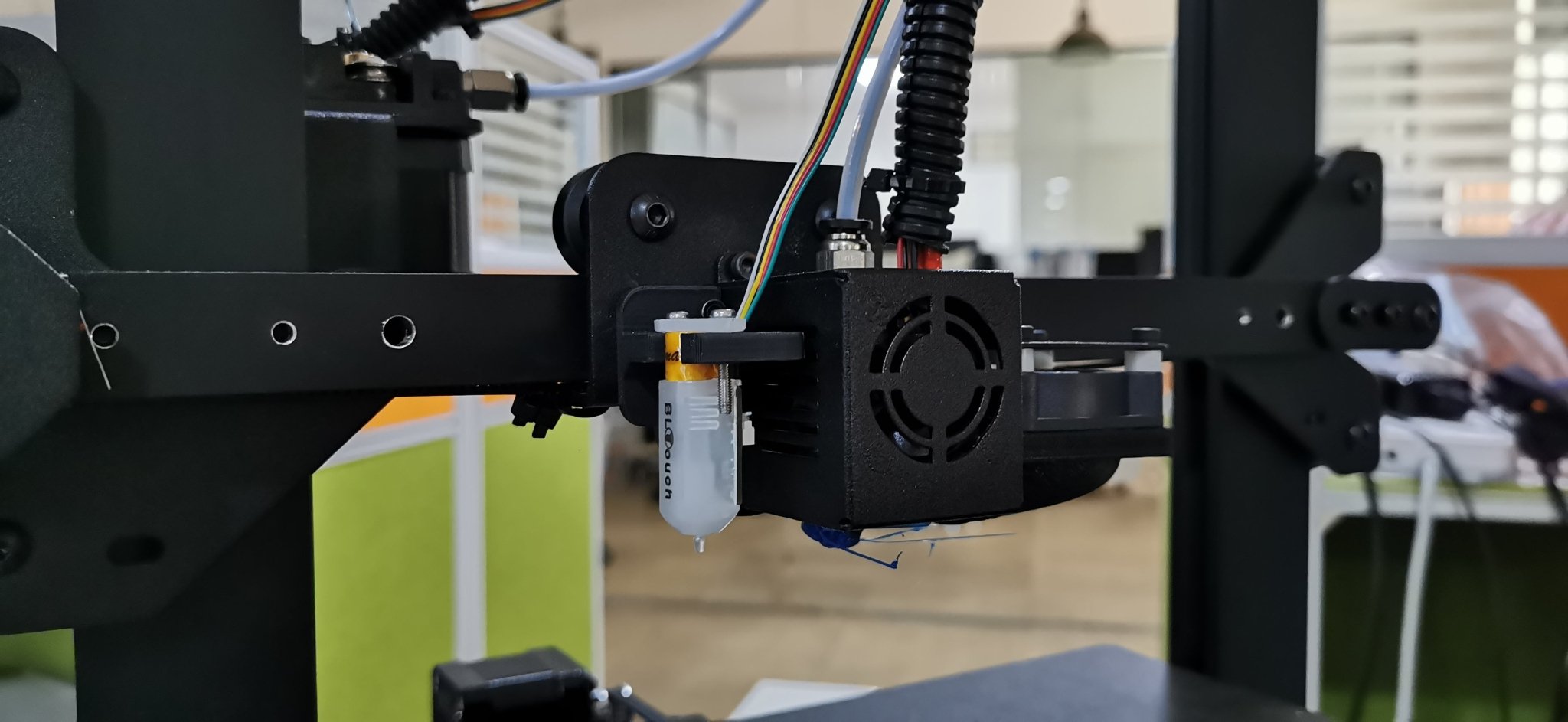
El Hotend es la parte de una impresora 3D FDM que se ocupa de la fusión y deposición de material plástico fundido. Un Hotend consta de una Boquilla que se encarga de depositar el material fundido, un Heatblock que se ocupa de la fusión del material y un Heatbreak que mantiene la zona caliente separada de la zona fría del Hotend. El Heatbreak puede equiparse con un disipador de calor, que a su vez está equipado con un ventilador.
Al ensamblar un Hotend, se debe tener cuidado para garantizar que el tubo de PTFE esté en contacto con la boquilla. Esto implica que el tubo de PTFE se introduce dentro del Heatbreak, luego el filamento fluye por el interior del tubo de PTFE y llega directamente a la Boquilla, sin zonas intermedias; por lo tanto, es fundamental que el PTFE quede bien apretado y unido a la Boquilla, para que el filamento fluya con fuerza por el orificio de salida de la Boquilla. En el caso de que haya incluso un pequeño espacio entre el PTFE y la boquilla, pueden producirse fugas de filamento fundido desde el borde superior del Heatblock, lo que provocará rellenos y daños tanto a la impresión como a la impresora.

Además, el tubo de PTFE, en la parte en contacto con la Boquilla y el Heatblock, tiende a alcanzar la misma temperatura de fusión establecida para el filamento, sin embargo esto no es un problema ya que el PTFE soporta muy bien temperaturas de hasta 300C antes de fundirse, muy por encima del Temperaturas de impresión normales de PLA, PETG y ABS. Por otro lado, cuanto mayor sea la temperatura de impresión, mayor será la cantidad de calor que deberá disipar el Heatbreak; de hecho, cuando el calor no se disipa adecuadamente, tiende a subir dentro del PTFE provocando que el filamento se derrita en zonas alejadas de la boquilla, generando obstrucciones que impiden el paso del filamento. Además, el tubo de PTFE del interior del Heatbreak también empieza a perder sus características provocando obstrucciones. Por este motivo, es necesario acompañar el Heatbreak de un disipador con ventilador, de esta forma se interrumpe rápidamente el paso del calor.

Para solucionar estos dos problemas, puedes cambiar a un Hotend como el Hotend Trianglelab TCHC TR6 Model B, que es un Hotend con Heatbreak Bi-Metal de pared delgada; de esta manera el tubo de PTFE no está en contacto con la boquilla caliente, sino que se detiene en lo alto del disipador, donde la temperatura es fría. Por lo tanto, el filamento pasa de PTFE a Heatbreak de pared delgada bimetálica cuando aún está sólido, por lo que no pueden ocurrir fugas de material fundido. Además, el Heatbreak Bi-Metal de pared delgada viene soldado dentro de la Boquilla ya de fábrica, por lo que no es posible que haya pérdidas de material fundido entre el Heatbreak Bi-Metal de pared delgada y la Boquilla.

Por tanto, con este tipo de Hotend es posible solucionar definitivamente dos problemas que aquejan a los usuarios de una impresora 3D, a saber, la fuga de material fundido entre el PTFE y la boquilla, y la deformación del tubo de PTFE debido a las altas temperaturas alcanzadas durante la impresión de Materiales como PETG/ABS/NYLON.

El Hotend Trianglelab TCHC TR6 Modelo B tiene el mismo tamaño que el Hotend MK8 de las impresoras 3D Longer FDM, por lo que la instalación es muy fácil de usar y plug & play. El nuevo Hotend se adapta tanto al Longer Classic Printhead como al nuevo Longer Dual Blower, aunque se recomienda el Longer Dual Blower ya que proporciona una mayor disipación de calor del disipador, al tener un ventilador mucho más grande de lo normal. Para la instalación, simplemente retire la cubierta del cabezal de impresión y los ventiladores, luego simplemente desatornille el antiguo Hotend MK8 y atornille el nuevo Hotend TCHC TR6 Modelo B. En cambio, en cuanto a la conexión de los cables, simplemente conecte los dos cables blancos de la resistencia calefactora. al puerto HEATER de la placa base, en su lugar se deben conectar dos cables negros del sensor de temperatura al puerto TH de la placa base. Los usuarios más hábiles y experimentados pueden simplemente cortar los cables del antiguo Hotend y soldarlos a los cables del nuevo Hotend.

Una vez que se hayan completado los procedimientos de montaje y calibración, podrá proceder inmediatamente a la impresión. Es posible que necesites reducir los valores de retracción dentro de la cortadora y ajustar pequeñas configuraciones, sin embargo, la impresión 3D será mucho más fácil y agradable gracias a este Hotend antifugas y sin PTFE en la zona caliente.