

























Products
Trending searches
Calibrazione del primo strato

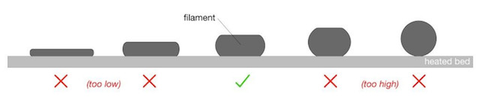
La calibrazione del primo strato avviene calibrando la distanza tra la punta dell'ugello e la superficie della piastra di stampa; In questo modo la plastica estrusa si attaccherà correttamente al piano, essendo schiacciata leggermente e correttamente.
Le stampanti 3D più lunghe sono dotate di un menu accessibile da un display che consente di calibrare in modo accurato e preciso, misurandolo in 5 punti predeterminati. Per la calibrazione è sufficiente lasciare lo spazio di un foglio di carta tra la punta dell'ugello e la superficie della piastra, in modo che il foglio possa muoversi liberamente ma con un leggero attrito, semplicemente girando ciascuna delle 4 manopole per manualmente Regola la distanza tra l'ugello e il piano.
Una volta che la calibrazione è stata eseguita correttamente, è possibile effettuare una stampa di prova per valutare la qualità del primo strato, che sarà perfetta se la calibrazione è stata eseguita correttamente o di scarsa qualità se la calibrazione è stata effettuata erroneamente . Una corretta regolazione garantisce una superficie uniforme e perfetta, senza spazi tra le linee, né le creste.
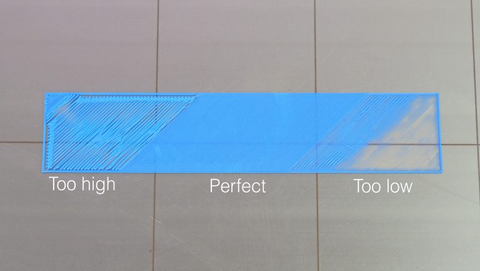
Un'estrusione troppo lontana dal piano di stampa è riconosciuta da linee rotonde anziché da schiacciate, lontane l'una dall'altra piuttosto che unita; Un'estrusione troppo vicina al piano di stampa è riconosciuta da linee schiacciate completamente, troppo vicine l'una all'altra quasi per sovrapporsi e creare creste che si arricciano verso l'alto.
In caso di calibrazione errata, possono verificarsi i seguenti problemi: se l'ugello è troppo lontano dalla superficie di stampa, esiste il rischio che la stampa non si attacca correttamente, causando un accumulo dannoso di materiale attorno all'ugello, invece se impostato troppo vicino , un'occlusione dell'ugello, un'adesione eccessiva alla piastra di stampa o persino danni permanenti sul piano di stampa.
Pertanto, è una buona idea non solo calibrare accuratamente il primo livello, se necessario più volte, e soprattutto per monitorare la stampante ogni volta che si avvia una nuova stampa fino a quando il primo livello non è stato completato correttamente.
A volte, il primo strato potrebbe non riuscire ad aderire al piano di stampa nonostante la calibrazione sia eseguita correttamente. In questi casi, è possibile procedere con la pulizia completa della superficie di stampa, in modo da rimuovere lo sporco accumulato; Nel caso in cui il problema persista, è possibile procedere con l'aumento del flusso relativo al primo livello, un argomento che sarà trattato in una lezione futura.
Una volta ottenuta una calibrazione perfetta, questo non sarà eterno: la calibrazione del primo strato dovrà essere controllata periodicamente e sicuramente dovrà essere eseguita di nuovo ogni volta che sposta la stampante in un posto diverso, si sostituisce l'ugello , il cambiamento di estrusore, la sostituzione del piano o qualsiasi altra modifica in uno dei 3 assi.
In alcuni casi, si potrebbe scoprire che la calibrazione è impossibile da eseguire sui 5 punti, ovvero i 4 angoli del piano sono ben calibrati mentre il centro è troppo vicino alla punta dell'ugello. Ciò potrebbe essere causato da un posizionamento errato dell'Endstop Z.
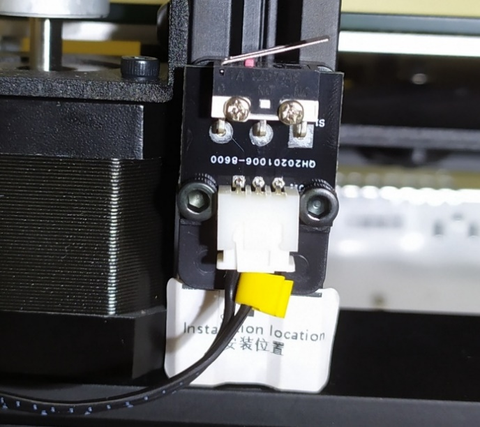
Le stampanti 3D più lunghe hanno un adesivo che indica dove deve essere posizionato Endstop Z. Tuttavia, se Endstop Z è posizionato troppo in basso, di conseguenza sarà necessario abbassare anche il piano di stampa, avvitando più le 4 manopole di regolazione; D'altra parte, avvitare eccessivamente gli angoli provoca inevitabilmente una deformazione della parte superiore in alluminio, che assume una forma curva con il più alto centro degli angoli.
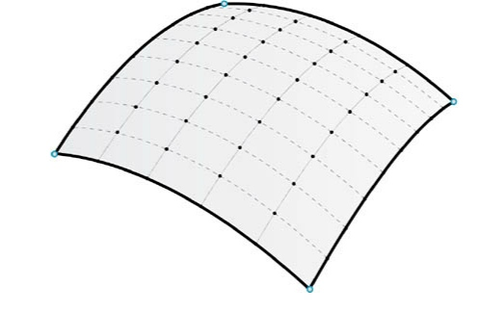
In questi casi, è possibile posizionare Endstop Z più in alto, in modo da poter sollevare anche i 4 angoli del piano e annullare la curvatura. D'altra parte, è consigliabile non superare il posizionamento di Endstop Z nella parte superiore, in quanto ciò causerebbe un'instabilità del piano di stampa a causa di avvitanti insufficienti delle 4 manopole di livellamento.
- La scelta di una selezione comporta un aggiornamento dell'intera pagina.
!