Muchos usuarios de impresión 3D, independientemente de su experiencia, a menudo se encuentran enfrentando un problema molesto que es realmente difícil de eliminar: gotas en la superficie externa de las impresiones. Este fenómeno a menudo aparece repentinamente, solo en impresiones particulares, incluso cuando cree que ha encontrado la configuración de corta perfecta para una calidad de impresión óptima. Por lo tanto, procedemos con variar la temperatura, la velocidad, las aceleraciones, etc., pero a pesar de esto, el problema no se resuelve, sino solo un poco atenuado.
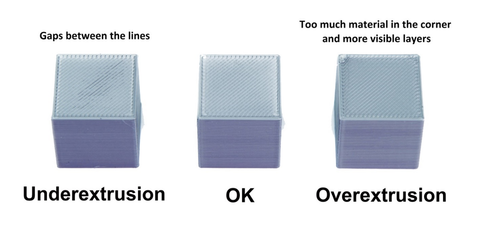
Los blobs son depósitos de material fundido a lo largo de la superficie externa de una impresión, adquieren la apariencia de "pequeñas bolas" y son difíciles de eliminar incluso al controlar la impresión en la postproducción. Estos ocurren cuando la boquilla libera anormalmente el material fundido, y a menudo esto es independiente de los ajustes cortantes, como la retracción y el flujo.

Cuando las matemáticas son indispensables para la impresión 3D
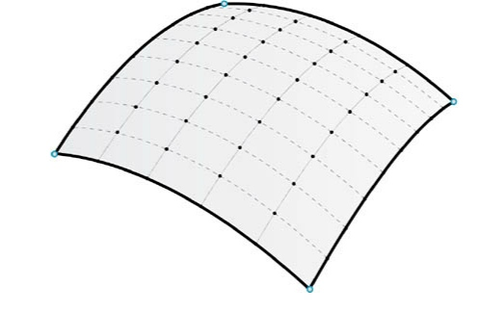
En geometría, un polígono adquiere un nombre y apariencia diferentes en función de su número de lados (segmentos). En particular, un polígono compuesto por 3 segmentos se llamará triángulo, compuesto por 5 segmentos se llamará Pentágono, 6 segmentos hexagonales, 10 segmentos de decagón, ..........., de 1.000.000 segmentos Sea algo muy similar a una circunferencia, de 1.000.000.000.000 segmentos se verán casi una circunferencia, de 1.000.000.000.000.000.000 segmentos serán prácticamente una circunferencia.
Por lo tanto, un polígono de lados N, con N muy grande y cada segmento muy pequeño, puede aproximarse con un círculo, con mayor precisión como ninguno. Esta técnica es utilizada por las impresoras 3D para imprimir una circunferencia, transformándola en una serie de coordenadas XY de N segmentos, con N más o menos grande dependiendo del número de mallas del modelo STL original. Por lo tanto, una circunferencia es una serie de innumerables segmentos, cada uno de amplitud muy pequeña, hecha una tras otra en el semillero de la impresora 3D.
Sin embargo, qué al ojo parece ser una circunferencia muy simple, en realidad requiere un alto costo computacional para la placa base de la impresora 3D, ya que es necesario procesar en una fracción de un segundo millones de coordenadas de millones de segmentos. Además, dependiendo del número de mallas del modelo STL original, la impresión 3D a menudo puede tener que procesar muchos más datos de los que son suficientes para lograr una circunferencia perfecta, a veces incluso más que su capacidad de hardware en términos de resolución.
Por lo tanto, si, por ejemplo, la impresora 3D puede obtener una circunferencia perfecta a partir de 10.000.000.000 segmentos, y esta es también su resolución máxima, cuando se encuentra que su placa base procesa 1.000.000.000.000.000 segmentos esto realizará un trabajo innecesario, tanto porque es porque es porque es porque es porque es porque tanto porque es porque tanto porque su placa. es posible obtener un resultado óptimo con un costo computacional más bajo y porque dicho procesamiento no se puede poner en práctica debido a las limitaciones de hardware de una impresora FDM.
Correlación entre geometría y blobs
Como se vio anteriormente, para una circunferencia simple, una impresora 3D se enfrenta con un cálculo muy complejo en poco tiempo, a menudo un cálculo incluso mayor de lo necesario. Por lo tanto, puede suceder que la placa base no pueda procesar los datos a tiempo, por lo que el hardware que no recibe coordenadas de impresión solo puede detenerse. Estas paradas ocurren por un tiempo muy corto, casi imperceptible, pero son suficientes para que la boquilla pierda material fundido a lo largo del perímetro exterior de la impresión, formando así una gota.
Por lo tanto, independientemente de la configuración de corte de uno, el fenómeno de blobs no se puede resolver fácilmente, ya que depende del tipo de dibujo en 3D, su número de mallas, la capacidad del diseñador original para hacerlo y la capacidad computacional de la placa principal de su impresor 3D .
Resuelve el problema
El enfoque óptimo para resolver este problema sería manipular el archivo STL en cuestión, reducir la cantidad de mallas, repararlo e intentar reducir su tamaño en términos de megabytes. Sin embargo, esta operación a menudo resulta compleja, adecuada solo para expertos, o incluso imposible.
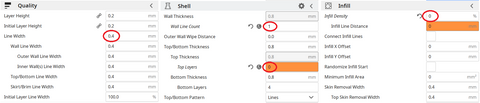
Por otro lado, el Ultimaker Care Storer está equipado con una característica especial y oculta que no todos conocen, lo cual es muy útil para reducir el número de mallas de un objeto 3D. Esta opción se llama "correcciones de malla" y está destinada a reducir el número de mallas de un objeto variando la longitud máxima de cada segmento. De esta manera, al aumentar la distancia máxima de cada segmento, al mismo perímetro inevitablemente, el número de segmentos debe ser menor y, por lo tanto, el costo computacional de la placa base también se reduce. Por lo tanto, al procesar el Ccode más fácilmente, la impresora 3D podrá procesar un mayor número de desplazamientos sin sufrir pausas y, por lo tanto, reducir las manchas.
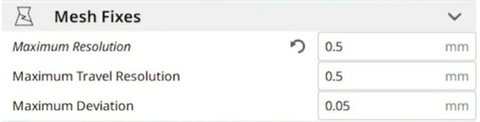
En particular, al cambiar la configuración predeterminada con los valores anteriores, será posible resolver casi por completo el problema de las blobs, sin alterar la calidad de impresión FDM estándar. Debe considerarse en cuenta que las impresoras 3D profesionales, como las impresoras FDM Ultimaker, adoptan valores por defecto de 0.7 mm sin afectar su capacidad para hacer detalles y resolución.
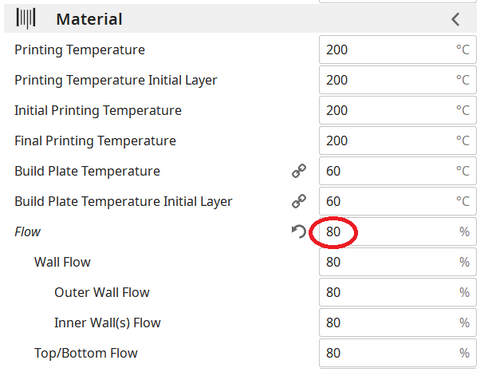
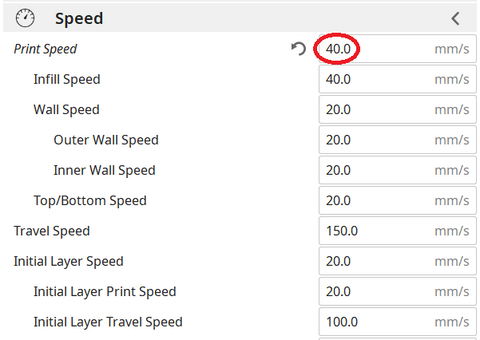
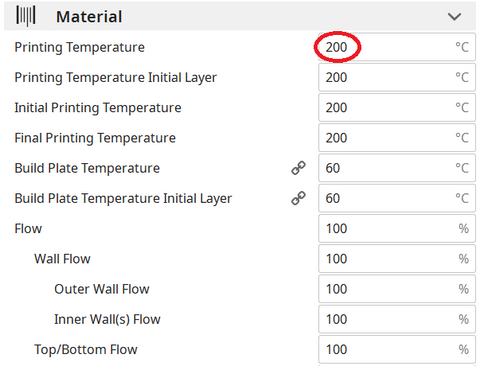
Si después de cambiar los parámetros en cuestión aún persistirá algunos blobs esporádicos, será posible resolver totalmente el problema ajustando ligeramente los valores de temperatura y flujo hacia abajo, la retracción ascendente. Alternativamente, siempre puede incrementar los valores de la malla corrige a expensas de los detalles.
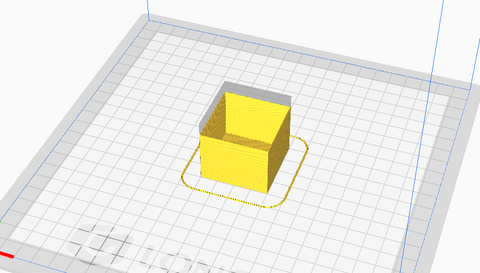
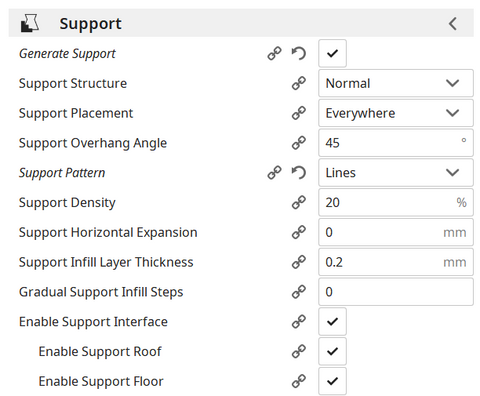
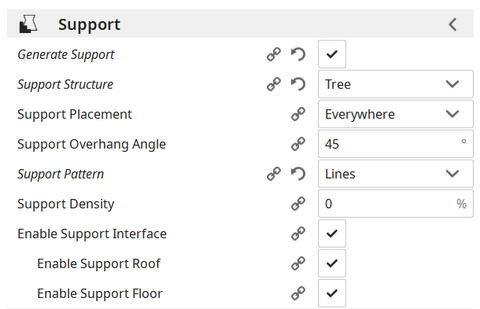
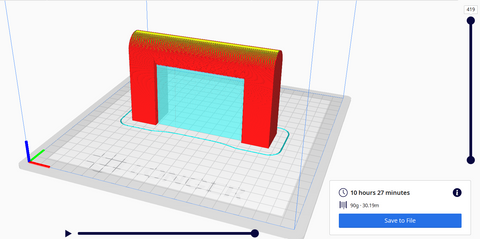
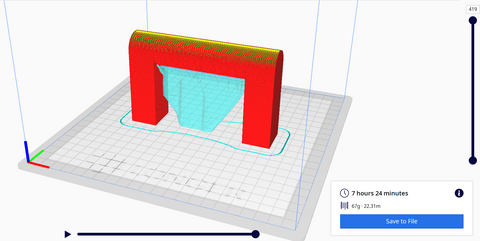
La diferencia de impresión con la configuración de corrección de malla estándar y personalizada es inmediatamente visible:


Ambas pruebas se realizaron manteniendo exactamente la misma configuración de corte para ambos, excepto por variar los valores de las correcciones de malla.
El archivo STL de prueba ha sido modificado, dañado y reparado tres veces, para dificultar la procesamiento de la placa base.