En física, la propagación en el espacio de la energía del campo electromagnético se llama Radiación electromagnética. En particular, una radiación electromagnética con una longitud de onda entre aproximadamente 400 y 800 nm se llama radiación visible y es perceptible por el ojo humano y se transforma por el cerebro en sensaciones visuales; Esta radiación es lo que comúnmente se llama Luz.
En una onda electromagnética, la energía se distribuye en paquetes discretos e indivisibles, llamados Cuántico, y la cantidad de energía de la radiación visible se llama Fotón. Los fotones, que tienen energía en forma de impulso, cuando golpean la materia pueden excitar átomos y moléculas, que emiten cuántica a varias frecuencias que también se detectan como calor: este es el mecanismo físico en la base de la vida, por qué también la luz solar también produce calor y cómo este calor es más o menos intenso dependiendo de la exposición directa o indirecta a la luz solar.
Aunque esto no existe en la naturaleza, el progreso humano ha hecho posible la capacidad de "alinear" los fotones de una fuente de luz, concentrándolos en un haz de luz llamado Rayo laser. Si la propagación de una fuente de luz tiene lugar en forma de láser, entonces toda la energía se concentra dentro de un haz de sección muy pequeña; Por lo tanto, cuando el láser llega a la importancia, puede irradiar instantáneamente una gran potencia en un área muy pequeña, causando un aumento repentino y rápido de temperatura que altera el estado de la materia.
Grabado láser
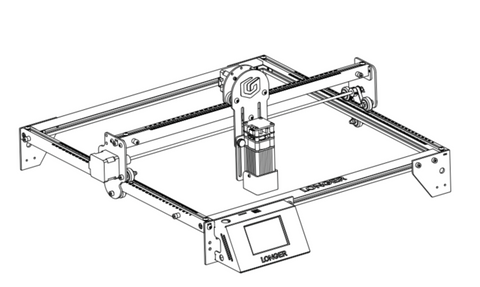
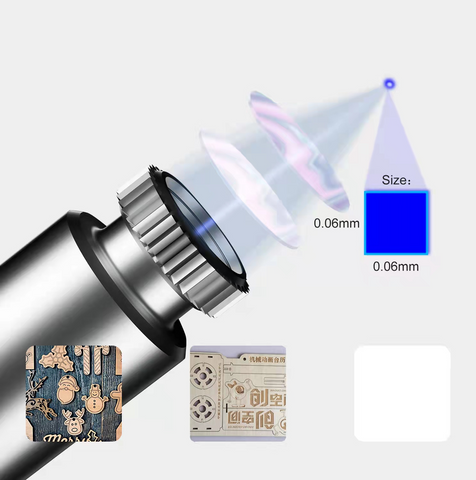
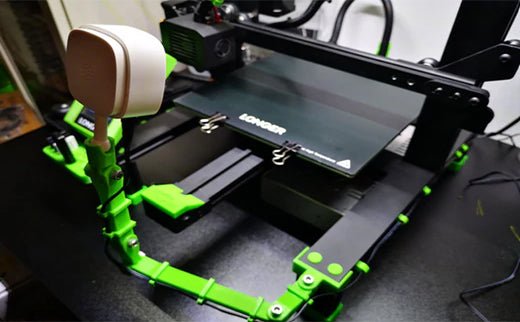
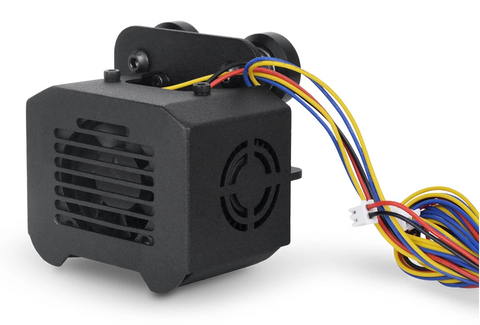
Una máquina de grabado láser se basa en un módulo láser de una potencia dada, capaz de generar un haz láser que puede modularse en la potencia dentro de un rango entre 0% y 100%. Cuando el haz láser golpea una superficie, sufre un rápido aumento de la temperatura que transforma instantáneamente el estado de la materia por combustión, y el contraste entre la superficie láser y la superficie circundante crea el efecto visual comúnmente llamado Grabado láser.
Para crear un grabado, el módulo láser se mueve en un plano cartesiano X/Y, lo que puede emitir un cierto poder en una posición espacial dada, y el conjunto de puntos golpeados por el haz láser constituye el grabado. Dependiendo del poder con el que el haz láser golpea cada punto de la superficie, es más o menos capaz de transformar parte de la materia, lo que resulta en una incisión más o menos profunda con respecto a la superficie. De hecho, cuando el láser golpea una superficie, el ennegrecimiento no solo es causado por la combustión sino también una disminución de la superficie; Cuanto mayor sea la potencia del láser, mayor es la cantidad de materia eliminada. Este contraste de tono y profundidad crea el efecto típico del grabado láser, lo que puede hacer dibujos, marcas, grabados en varios tipos de materiales.
Diferencia entre el grabado láser, tallado y cortar
Dependiendo del tipo de material, pueden ocurrir diferentes posibilidades de procesamiento de láser, incluido el grabado, la talla y el corte. Algunos materiales solo permiten algunos de estos procesos, sin embargo, algunos materiales, como la madera, le permiten llevar a cabo los tres tipos de procesamiento.
Tomando la madera como ejemplo, suponga que aplica un haz láser en su superficie; Dependiendo de la potencia del haz, ocurren las siguientes posibilidades:
-
El láser tiene una potencia capaz de quemar solo la capa más externa de la superficie, causando un ennegrecimiento de la superficie. Este proceso se llama grabado láser.

-
El láser tiene una potencia capaz de transformar las capas más interiores del material, causando una eliminación de la materia y una disminución de la superficie en un rango entre unas pocas décimas de milímetro y unos pocos milímetros. Este proceso se llama tallado láser.

-
El láser tiene una potencia capaz de transformar las capas más interiores del material, causando una eliminación de la materia como para ser mayor que el grosor del material; De esta manera, se crea un agujero a través del cual puede pasar la luz, y esto también puede conducir a la división a varias partes de la superficie original. Tenga en cuenta que esto a menudo se puede lograr pasando el haz láser en el mismo punto varias veces, para eliminar todo el grosor del material por la suma de espesores más pequeños eliminados en cada paso. Este proceso se llama corte láser.

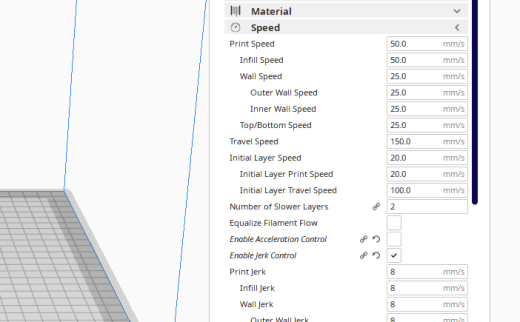
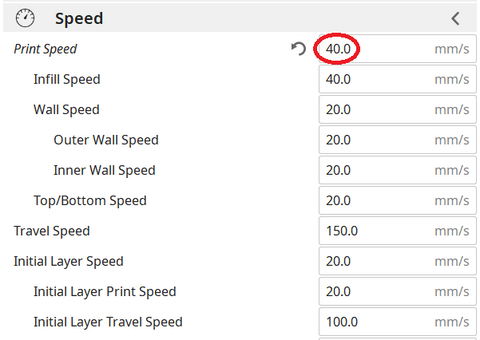
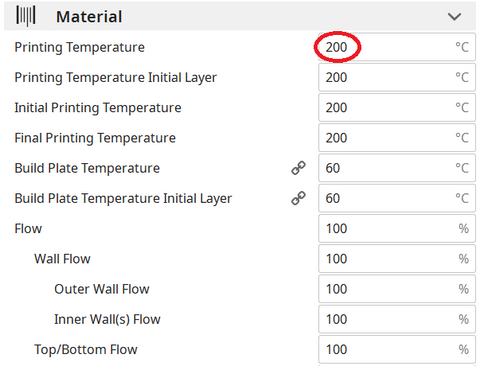
Tenga en cuenta que, incluso con el mismo material, estas tres técnicas de procesamiento pueden tomar diferentes configuraciones, ya que dependen de la potencia máxima del haz láser, la potencia aplicada al procesamiento, la permanencia del haz láser en cada punto de superficie (es decir, el procesamiento Velocidad), la dureza del tipo de madera tratada y otros factores. Por lo tanto, siempre es necesario realizar pruebas empíricas para obtener los parámetros de procesamiento correctos para cada tipo de material, incluso si es del mismo tipo.
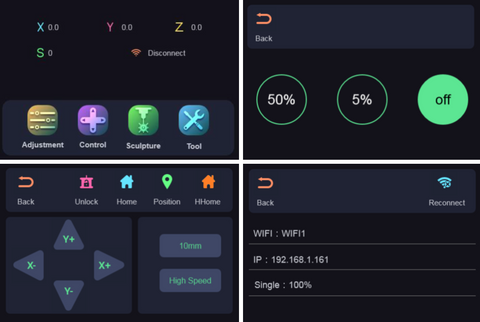
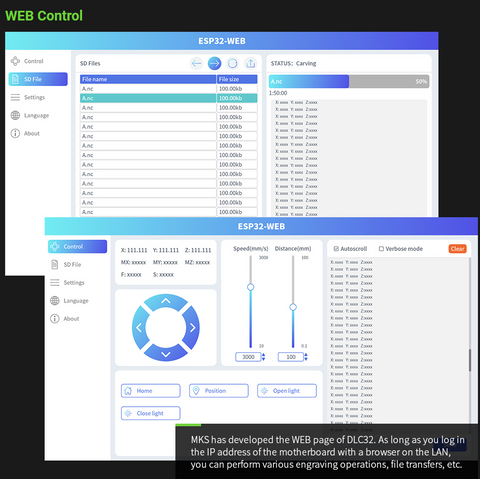
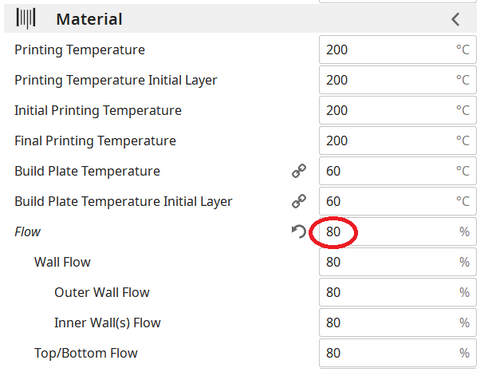
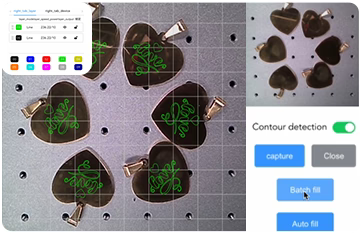
Los parámetros de procesamiento, como la potencia, la velocidad, el número de pasos y más, se asignan a la máquina utilizando un software de administración como LaserGrbl. Este software se encarga del procesamiento en el código de la máquina, las instrucciones útiles para realizar el procesamiento de láser la imagen o el efecto incisivo deseado por el usuario. De esta manera, la máquina puede conocer el punto por punto donde aplicar el haz láser, con qué potencia aplicar el haz láser y con qué velocidad moverse a un siguiente punto, lo que puede transformar en realidad cualquier tipo de tipo de idea.