












La impresión 3D FDM consiste en una serie de capas de material fundido colocado uno encima del otro; De esta manera, los objetos complejos se crean a través de una sucesión de capas. Sin embargo, a menudo se deben colocar algunas capas en áreas sin base, por lo que la capa se imprime literalmente en el vacío y se caerá inevitablemente, pero para superar este problema es posible usar soportes, que actúan como un andamio temporal y puede ser eliminado una vez que se haya completado la impresión.
En algunos casos especiales, es posible imprimir capas suspendidas, sin el uso de soportes. Puede parecer una hazaña imposible, pero en distancias rectas cortas, puede imprimir en el vacío solidificando instantáneamente la capa usando el aire de los ventiladores de la impresora, creando así una conexión sólida. Este fenómeno se llama puente y se puede lograr mediante algunas configuraciones de impresión clave, como flujo, velocidad de impresión y enfriamiento.
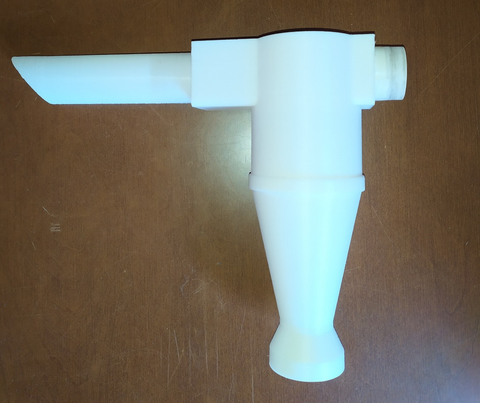
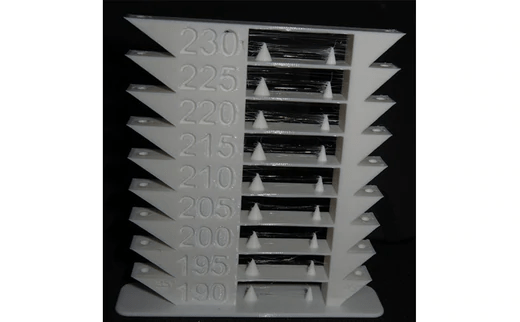
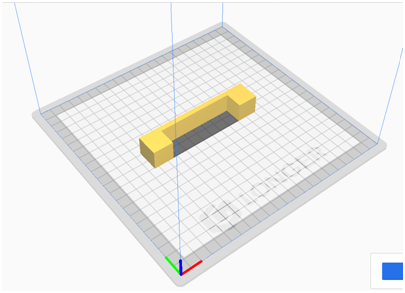
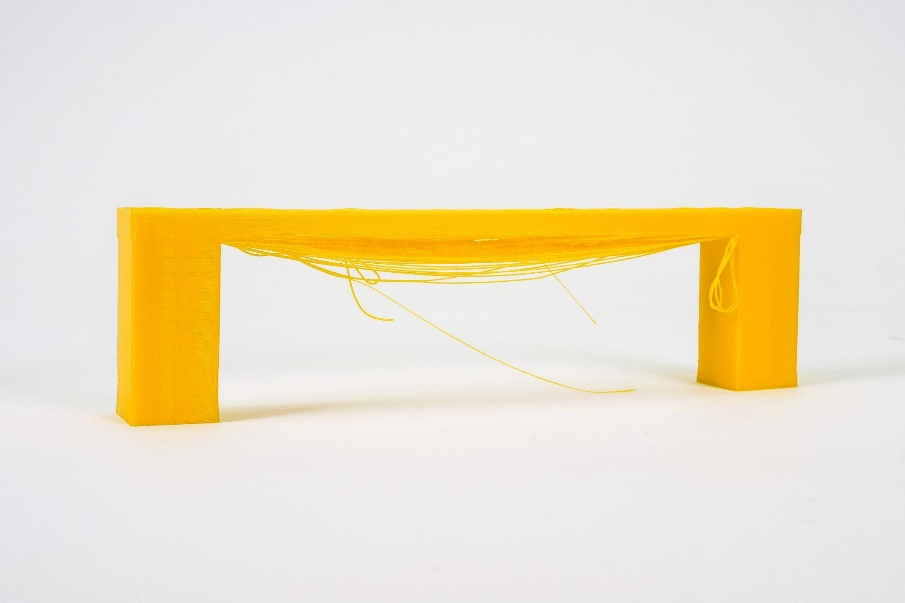
Dependiendo de la configuración utilizada, la solidificación de la capa puede ocurrir demasiado lentamente, lo que hace que se hundiera o disminuya, como se ve en la siguiente foto.

Por cierto, a continuación hay algunos consejos sobre cómo mejorar la impresión de puente.
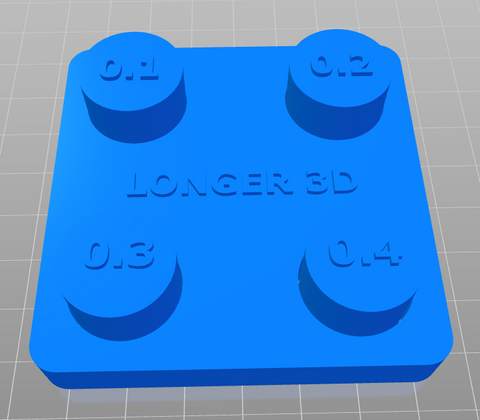
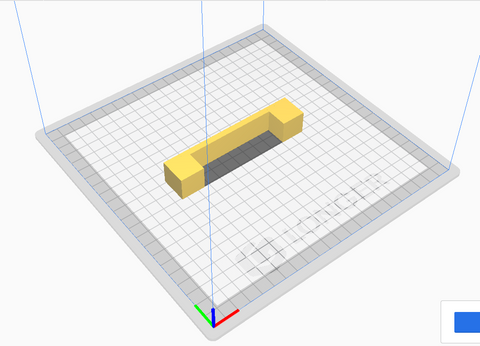
Para las pruebas, puede descargar esta muestra, que se puede imprimir varias veces dependiendo de la configuración elegida, hasta que encuentre un resultado satisfactorio:
https://www.thingiverse.com/thing:476845
Primero debe asegurarse de que el flujo de impresión haya sido calibrado correctamente; En este sentido, es posible consultar la lección anterior, relacionada con la "calibración de flujo de impresión".
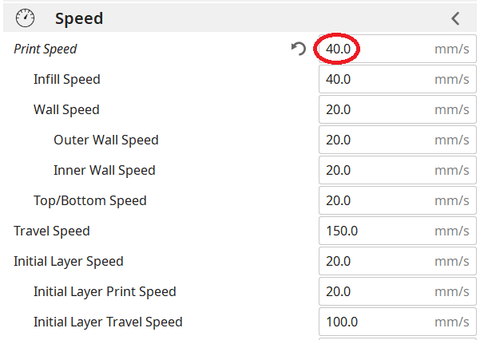
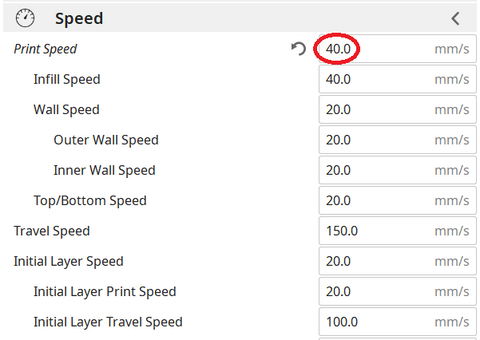
En este punto, proceder con la impresión de la muestra, si el puente tiene una calidad insatisfactoria, es posible disminuir la velocidad de impresión; Reducción progresiva de la velocidad en aproximadamente 5 mm/s Es posible realizar varias pruebas, hasta que se encuentre el valor ideal.
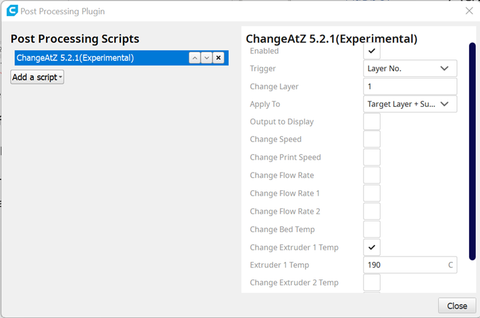
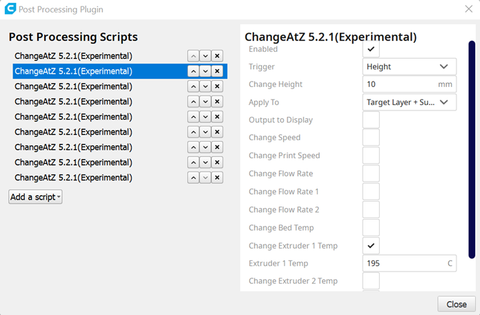
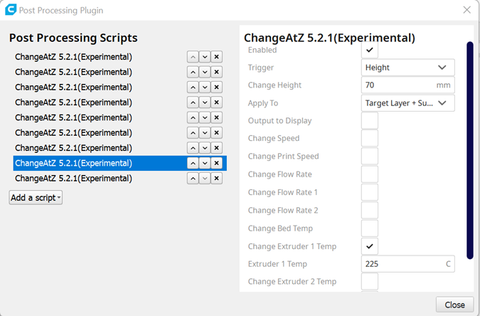
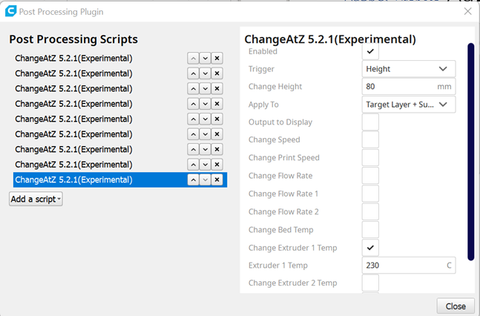
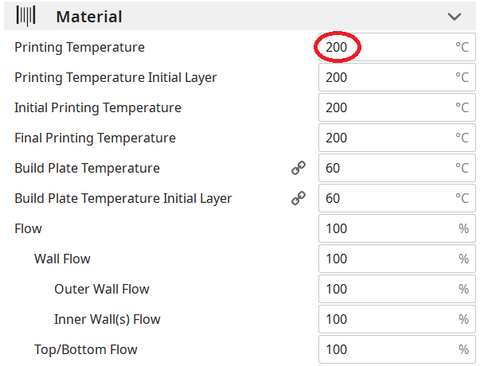
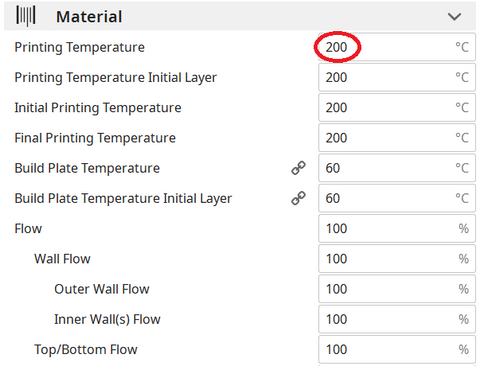
La temperatura de impresión también juega un papel clave en el puente; De hecho, cuanto más caliente sea la capa, cuanto más tiempo lleva su solidificación, causando así una caída. Por esta razón, al reducir progresivamente la temperatura de impresión en aproximadamente 5 ° C, es posible realizar varias pruebas, hasta que se encuentre el valor ideal.
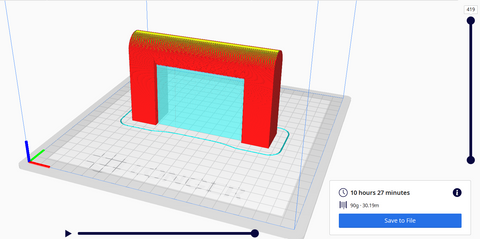
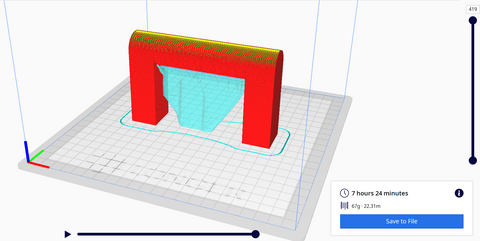
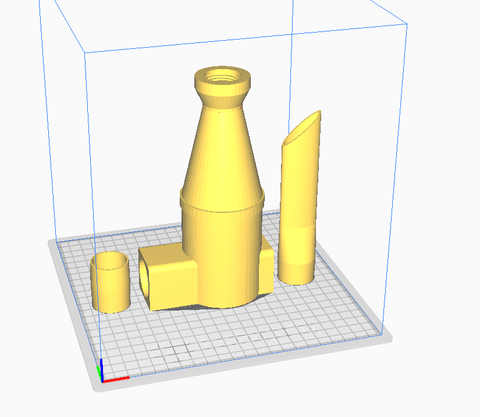
Si el puente es muy largo y la geometría del objeto lo permite, a menudo es posible rotar el objeto hasta que la parte suspendida desaparezca por completo, como se muestra en la figura. Sin embargo, en la mayoría de los casos esto no es posible (incluido el caso de imprimir la muestra), por lo que es una solución que se puede contar muy raramente.
Kit de doble soplador más largo
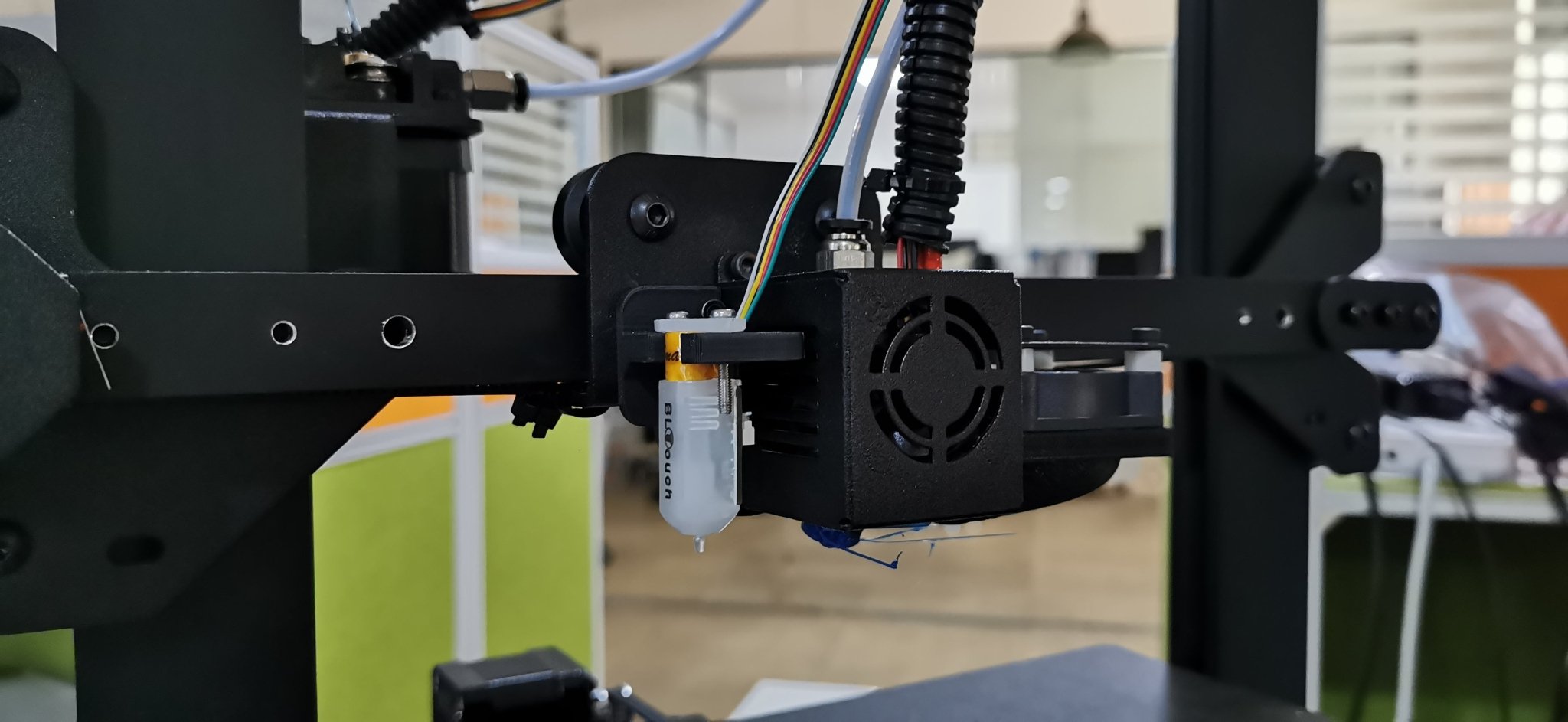
Como se menciona desde el principio, para unir la calidad del aire emitido por el ventilador de enfriamiento es fundamental, lo que debe ser capaz de solidificar instantáneamente la capa; Por esta razón, si cambiar la configuración de corte no es suficiente, entonces el nuevo volante dual más largo puede ayudar.
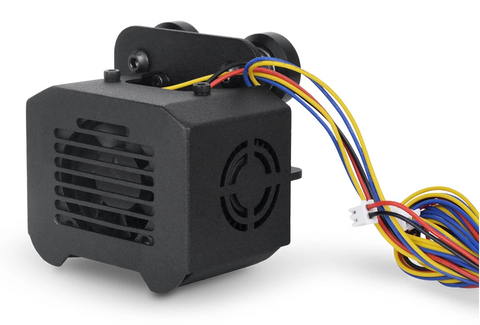
El nuevo volante dual más largo ha sido especialmente diseñado para permitir una emisión de aire de enfriamiento más rápida y uniforme, gracias a dos ventiladores bilaterales turbo y un conducto de doble ventilación; De esta manera, las impresiones son mucho más detalladas y la impresión de puente mejoró enormemente.
La instalación es muy simple y se puede hacer consultando esta guía de video: https://youtu.be/zEA-eM5sfho
La compra está disponible en la tienda oficial más larga:
https://www.longer3d.com/collections/accessories/products/longer-new-dual-blower-fan-kit