Während des Druckprozesses, FDM 3D -Drucker Bewegen Sie die Achsen mit einer bestimmten Geschwindigkeit, die während des Schneidens in mm/s ausgedrückt wird. Die festgelegte Geschwindigkeit wird jedoch nicht sofort erreicht, sondern erfolgt durch einen Beschleunigungsverfahren (mm/s²) und Ruck (mm/s).
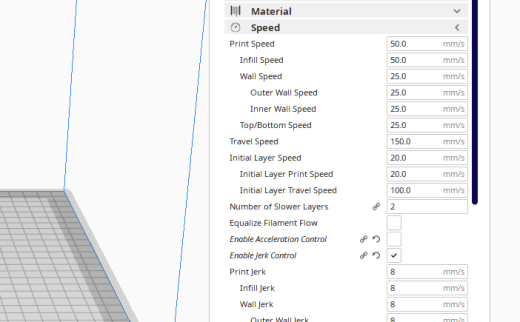
Der Ruck ist die "Instantane Geschwindigkeit", die von jeder Achse erreicht wird, sobald der Motor in Bewegung eingestellt ist. Durch ein Festlegen einer Geschwindigkeit von 50 mm/s mit einem Ruck von 10 mm/s erreicht der Drucker nicht sofort die Geschwindigkeit von 10 mm/s und beschleunigt dann zunehmend, bis er 50 mm/s erreicht. Der Ruck -Wert kann als Standardeinstellung in der Firmware gelassen werden, oder er kann manuell eingestellt werden, indem die "Jerk -Steuerung" in den Slicer -Einstellungen aktiviert wird. Abhängig vom von Ihnen festgelegten Ruckwert kann der Drucker nach einer Pause mehr oder weniger schnell wieder aufnehmen (Beispiel: Schichtwechsel, Richtungsänderung, Winkel usw.), sodass es empfohlen wird, einen Wert zwischen 10 mm zu verwenden /s und 20 mm/s, um die besten Vorteile während der Druckphase zu erzielen. Um den Wert innerhalb dieses korrekteren Bereichs zu bestimmen, der dem Ruck zugeordnet werden soll Scharf und scharf dann muss der Ruck gesenkt werden.

Mithilfe niedrigerer oder höherer Ruck -Werte als empfohlen können diese unterschiedlichen mechanischen und Qualitätsprobleme verursachen. Besonders:
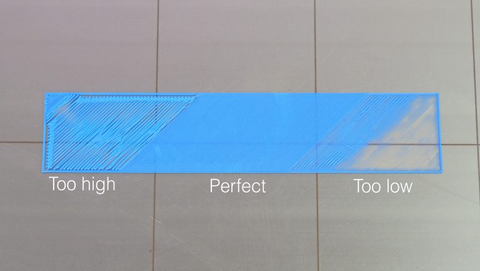
* Wenn der Ruck zu hoch ist, bewegt der Drucker die Achsen schnell und schnell und verursacht Schwingungen und Vibrationen, die den Druck und die Struktur des Druckers beeinflussen, und verursacht sogar Schäden an der Struktur für Ruck -Werte von mehr als 30 mm/s.
*Wenn der Ruck zu niedrig ist, dauert der Drucker viel länger, um einen Druck zu beenden, die Ecken werden nicht von der richtigen Größe erzeugt und es gibt Vibrationen und Ausbrüche, wo immer es eine Richtungsänderung gab.
Beachten Sie, dass der Ruck freundlich als "sofortige Geschwindigkeit" in MM/s bezeichnet wird, da er am besten darstellt, wie sich die Äxte in den ersten Momenten der Bewegung bewegen. Aus physischer Sicht ist der Ruck jedoch eine mathematische Ableitung der Beschleunigung (die eine derivativen Sekunde der Geschwindigkeit ist). Daher handelt es sich nicht um eine echte sofortige Geschwindigkeit, sondern tatsächlich eine "Beschleunigung der Beschleunigung" in MM/S³.