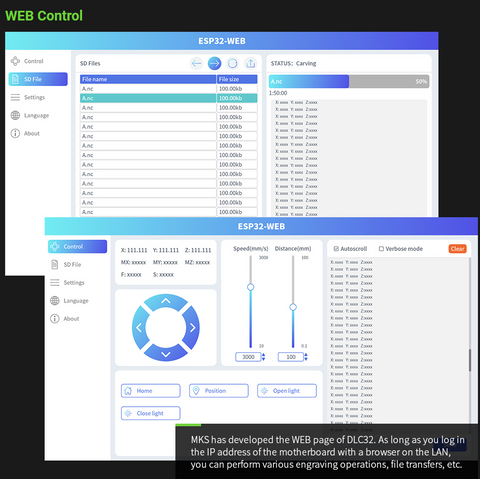













Ray5 più lungo Adotta una scheda principale MKS DLC32, caratterizzata da tecnologia wireless, lettura di schede microSD, display touchscreen con interfaccia grafica e interazione totale con lo smartphone attraverso l'applicazione MKSLASER.
Mkslaser è un'applicazione per gli smartphone Android/iOS utilizzati per interagire con Ray5 più lungo e consente di spostare il laser all'interno dell'area di lavoro, accendere e spegnere il raggio laser, definire la posizione di homing, file di trasferimento, iniziare un'incisione, monitorare l'incisione informazioni e così via. Grazie a Mkslaser, lo smartphone diventa non solo un display remoto per Ray5 più lungo, ma anche un potente dispositivo per l'elaborazione del tuo lavoro.
Dopo aver scaricato MKSlaser, prima assicurati che lo smartphone e Ray5 siano collegati nella stessa rete locale. Verificare l'indirizzo IP assegnato a Ray5 e immettere lo stesso IP nell'applicazione. Dopo la correzione della connessione, è possibile gestire l'uso remoto.
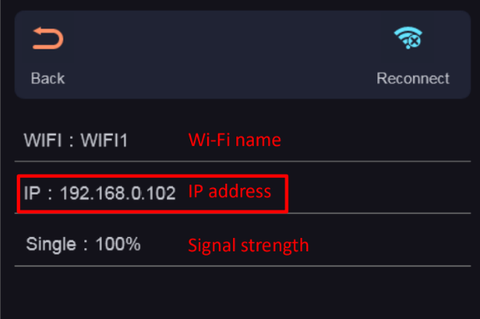
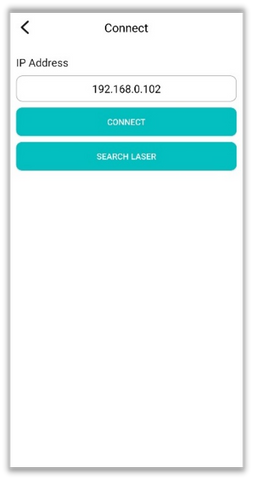
NOTA: l'indirizzo IP di Ray5 più lungo può cambiare frequentemente, quindi si consiglia di impostare una prenotazione IP per l'indirizzo Mac di Ray5 nei parametri DHCP del tuo router/Accesspoint, in modo da ottenere sempre lo stesso indirizzo IP in ciascuno connessione successiva.
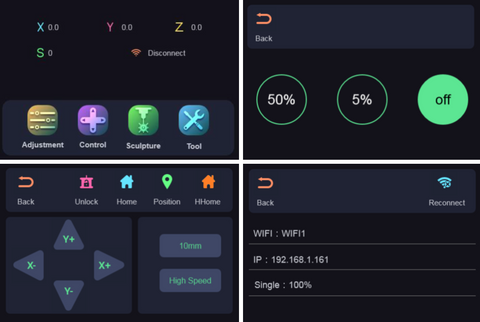
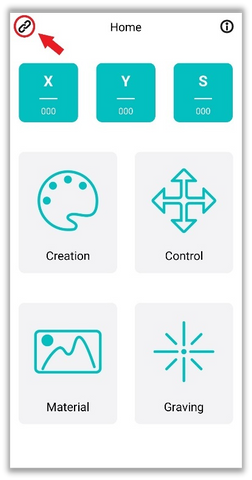
La schermata iniziale di Mkslaser mostra nella parte superiore le coordinate X/Y corrente e l'intensità S del laser, mentre nella parte inferiore ci sono quattro pulsanti di grandi dimensioni per accedere al sottomenu corrispondente:
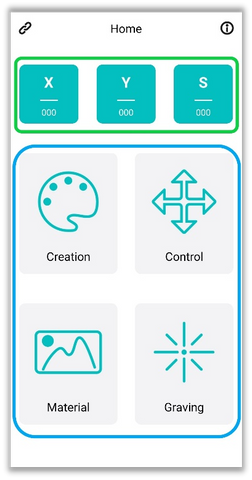
- Creazione
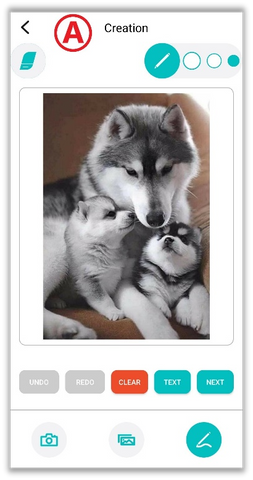
Ti consente di elaborare un'immagine e tagliare per l'incisione, esattamente come si utilizza quando si utilizza il desktop LaserGrbl / Lightburn, in modo facile e confortevole dallo smartphone.
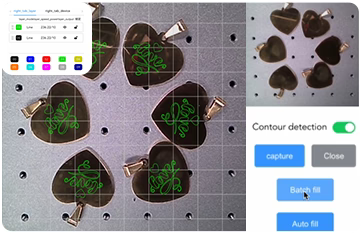
A. Importa un'immagine o scatta una fotografia, che può essere modificata in diversi modi
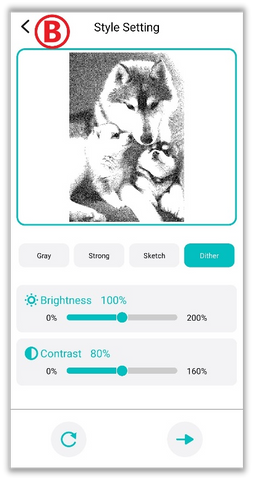
B. Nel passaggio successivo è possibile modificare l'immagine impostando manualmente luminosità, contrasto e altri effetti.
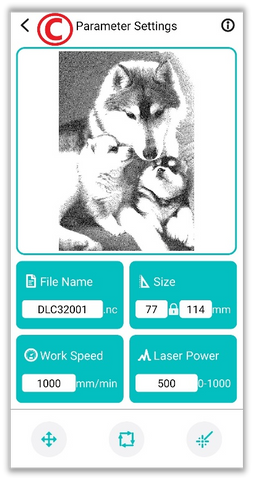
C. Nell'ultimo passaggio è possibile configurare la modifica del nome del file, la dimensione dell'immagine, la velocità di incisione, la potenza laser, la modalità M3/M4 e altro ancora.
D. dopo la regolazione della regolazione dei parametri, è possibile tagliare e caricarlo tramite WiFi sul microSD Ray5. Dopo che Ray5 lo ha ricevuto con successo, entrerai nella pagina di incisione da cui è possibile monitorare l'avanzamento dello stato di elaborazione, interrompere l'elaborazione o modificare la potenza e la velocità di elaborazione.
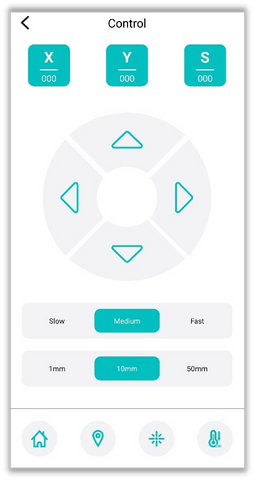
- Controllo
Ti consente di spostare il modulo laser all'interno dell'area di elaborazione e è possibile impostare diversi passaggi e velocità di movimento; Puoi anche tornare a Homing, definire una nuova posizione di homing, accendere e spegnere il raggio laser, ecc.
- Materiale
Esistono alcuni campioni grafici da utilizzare per determinare i migliori parametri per l'incisione su materiali diversi. Dopo aver scelto l'immagine per eseguire i vari test, impostare i vari parametri (fare riferimento al paragrafo "Creazione").
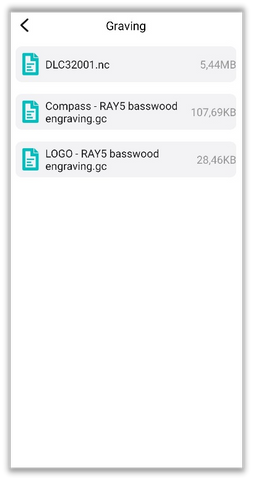
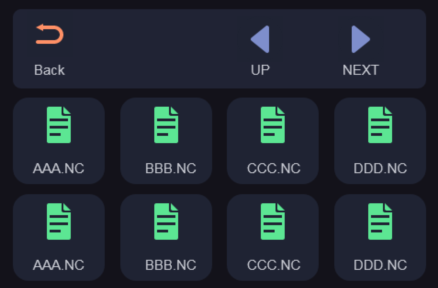
- Grave
Viene mostrato l'elenco dei file sulla scheda microSD inserita all'interno di Ray5 più lunga e è possibile selezionare un file per incidere.