La lumière visible et le faisceau laser ont en commun la même nature, car les deux sont composés de photons, mais la différence entre eux est dans le fait que la lumière visible a une propagation optiquement isotrope (c'est-à-dire qu'elle se propage de manière identique dans toutes les directions) dans le cas dans le laser toute l'énergie est concentrée dans un seul faisceau d'une très petite section. Par conséquent, lorsque le laser touche la matière, il est instantanément capable de rayonner une grande puissance dans une très petite zone, provoquant une augmentation soudaine et rapide de la température qui modifie l'état de la matière.
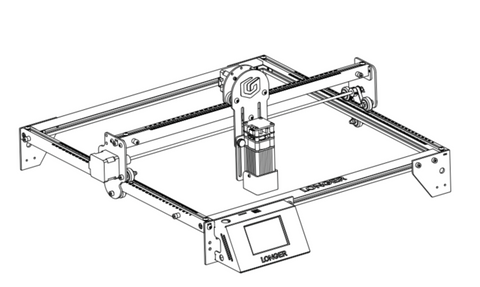
Machines de gravure laser, comme Plus long Ray5, sont capables d'émettre un faisceau laser qui transforme instantanément l'état de la matière par combustion, et le contraste entre la surface subjectée laser et la surface environnante crée l'effet visuel communément appelé gravure laser. Cependant, l'énergie frappant un seul point n'est pas limitée à ce point, mais la chaleur générée est également transmise aux zones entourant le point, provoquant l'effet de combustion typique du traitement laser.
Afin d'éviter ou de réduire cet effet, un mécanisme d'assistance à l'air peut être utilisé, qui se compose d'un compresseur capable de souffler en continu de l'air sous pression directement sur la zone soumise au laser. De cette façon, la chaleur échangée entre la zone laser et la zone environnante est atténuée par l'air frais du compresseur d'assistance à l'air, évitant ainsi l'effet brûlé autour de la gravure du laser. De plus, l'air soufflé sur la zone de gravure annule l'échange de chaleur avec les zones environnantes, mais n'endommage pas la capacité de gravure du faisceau laser. Un exemple simple pour comprendre ce phénomène peut être le suivant: si un jour d'été avec le soleil haut dans le ciel, vous allez à la mer, s'il y a du vent, vous vous sentez frais alors s'il n'y a pas de vent, vous vous sentez chaud, mais dans Les deux cas le soleil provoque des brûlures sur la peau de la même manière.
Plus long Ray5 10W a un officiel Kit d'assistance aérienne Cela se compose de deux parties, du kit de buse et du compresseur d'air. L'installation de l'assistance aérienne plus longue est vraiment facile, suivez simplement les étapes ci-dessous:
- Tout d'abord, procédez à démonter le module laser du reste de la machine

- Installez la buse métallique sur le module laser

- Connectez un tuyau en caoutchouc entre la buse métallique et le régulateur de pression et connectez une autre partie du tuyau en caoutchouc à l'entrée du régulateur

- Connectez le tuyau d'entrée du régulateur à la sortie du compresseur d'air

- Enfin, installez le module laser sur le Ray5, activez le commutateur du compresseur et démarrez une gravure à partir de l'écran Ray5 plus long

L'utilisation de l'assistance aérienne augmente non seulement la qualité de gravure, mais peut également augmenter la capacité de coupe du laser grâce à la possibilité d'éliminer la fumée et les débris de combustion grâce à la bouffée continue d'air; Sans assistance aérienne, celles-ci finiraient par s'installer sur l'objectif laser, entravant le faisceau laser de sortie du module. Que ce soit pour un amateur ou une utilisation professionnelle, une assistance aérienne plus longue est absolument recommandée si vous souhaitez obtenir les performances maximales offertes par Ray5 10W plus long.