Beim 3D -Druck ist der Extrusionsfluss ein wichtiger Aspekt, wenn Sie nicht nur Qualitätsdrucke, sondern auch dimensional korrekte Drucke erhalten möchten.
Der Fluss ist eng mit der Drehzahl der an den Extrusionsmotor befestigten Zahnradgeschwindigkeit zusammenhängt. Je schneller es sich in einem bestimmten Zeitintervall dreht, desto mehr Filament wird während dieses Intervalls extrudiert. Aus diesem Grund ist es erforderlich, die korrekte Flussmenge festzulegen, die der genauen Menge an geschmolzenem Material entspricht, die zum korrekten Komponieren des gedruckten Objekts erforderlich sind.
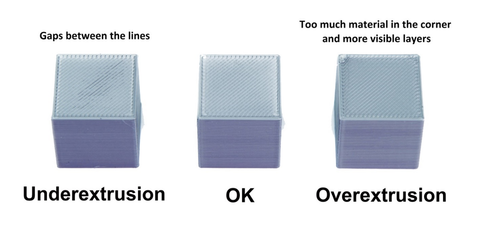
Abhängig von der Höhe des Flusses pro Zeiteinheit können 3 Szenarien auftreten:
- Unterextrusion(zu niedriger Fluss), was auftritt, wenn wenig Material extrudiert ist und Drucke mit kleinen Lücken zwischen zwei Schichten oder zwischen zwei Umfangsleitungen auftritt
- Extrusion(Richtiger Fluss), was, wenn die richtige Menge an Material extrudiert ist und Drucke frei von externen Mängel hat
- Überextrusion(zu hoher Fluss), was auftritt, wenn zu viel Material extrudiert ist und Blobs auf den Außenwänden und die Ansammlung von unnötigem Material auf den oberen Schichten auftritt
Wenn die Drucke durch Untertreibung beeinflusst werden, muss der Druckfluss erhöht werden. Stattdessen ist es bei Überextrusion erforderlich, den Druckfluss zu verringern. Um die genaue Menge an Abnahme/Erhöhung des Durchflusss zu bestimmen, können empirische Tests nicht genaue Referenzdaten bereitstellen.
Ausgehend von der Prämisse, dass eine unterextrusionen Drucke kleiner als erwartet erzeugt, während eine Überextrusion größer als erwartet erzeugt, um die Menge an Fluss, die wir wie folgt vorgehen, empirisch zu überprüfen:
- Laden Sie den folgenden Kalibrierungswürfel herunter.
https://thingiverse.com/thing:5118535
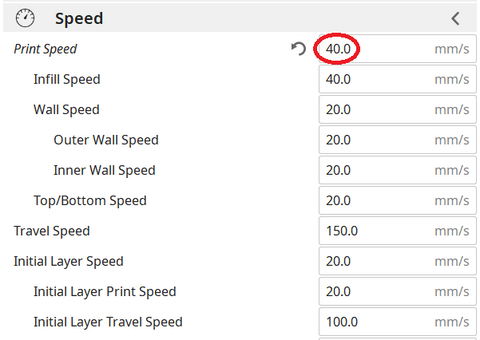
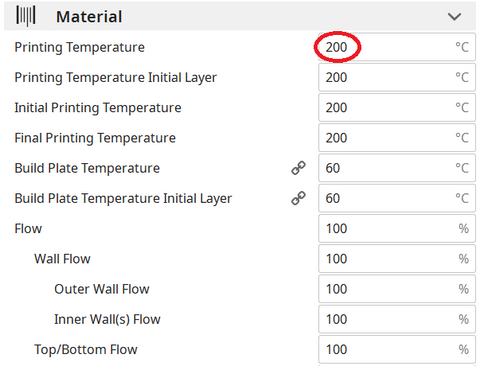
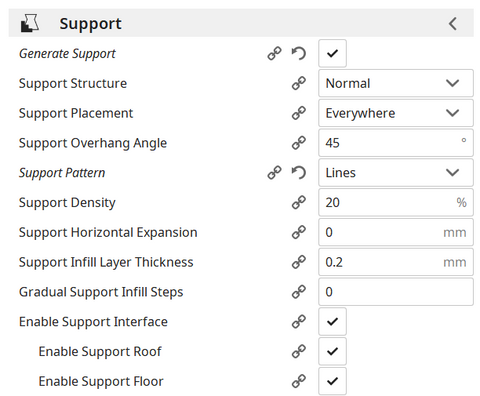
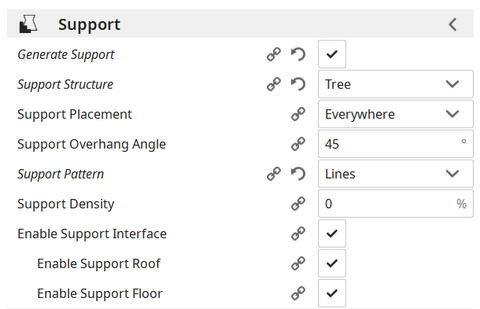
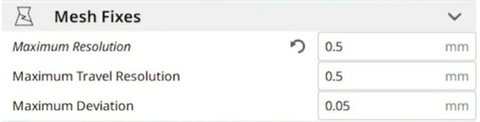
- Importieren Sie den Cube.stl in Cura und wenden Sie die folgenden Schnitteinstellungen an:
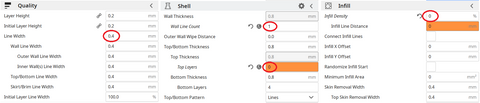
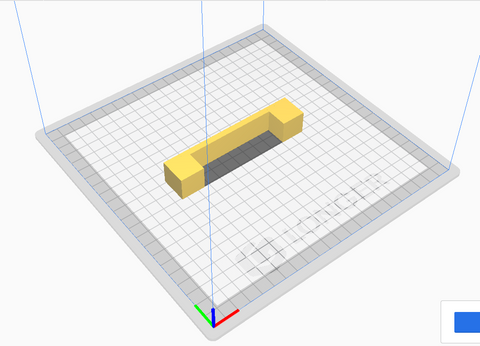
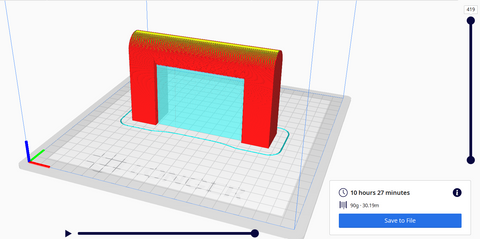
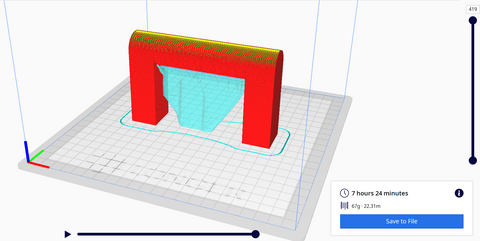
- Drucken Sie den Würfel, der nur eine Umfangwand hat, leer und ohne oberste Schicht
- Wenn das Drucken abgeschlossen ist, gehen Sie mit einer Messdose zur Messung der Wände

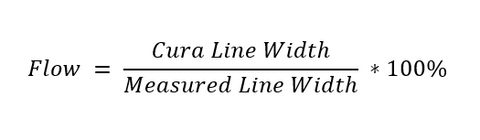
Jede Wand hat eine bestimmte Größe, die weniger, gleich oder mehr als 0,4 mm sein kann. Aus dem Durchschnitt dieser Werte wird der Fluss durch Anwenden der folgenden Formel berechnet:
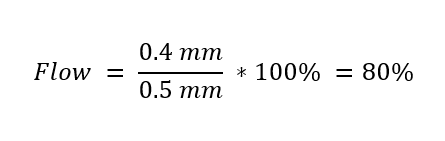
Unter der Annahme, dass der Durchschnitt der gemessenen Wände trotz des 0,4 mm, der zu feste Einstellung von 0,5 mm breit ist, stellt sich daher heraus:
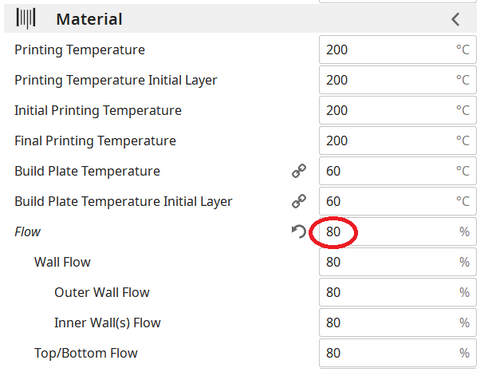
Das erhaltene Ergebnis muss im folgenden Cura -Menü festgelegt werden:
Sie müssen jedoch genau auf den Flusssatz achten, denn selbst wenn es sich um mathematische Berechnungen handelt, ist es nicht immer absolut korrekt. Tatsächlich kann der berechnete Fluss darin bestehen, Fehler aufgrund einer schlechten Messung mit dem Kaliber, von einer schlechten Nivellierung der Druckebene und so weiter zu berücksichtigen. Daher ist es eine gute Idee, den Druck des Testwürfels mehrmals zu wiederholen, um nach Variationen zu prüfen, und vor allem müssen Sie überprüfen, ob die Drucke trotz des neuen Flusses noch keine Defekte haben.
Dies bedeutet, dass, wenn beispielsweise mathematische Berechnungen einen Wert von 80% als korrekter Fluss zurückgegeben haben, der beste Wert für Drucke der eines 85% igen Stroms ist. Sobald der neue Fluss festgelegt ist, erhöhen wir den neuen Wert auf der Grundlage ästhetischer Defekte der Drucke.
Wir fahren mit einer visuellen Methode fort:
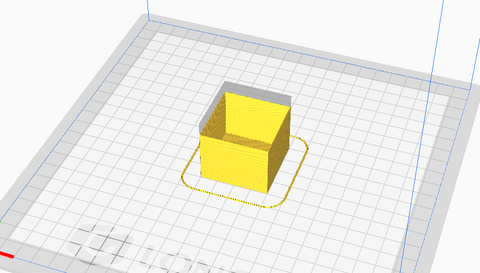
- Stellen Sie Cura in Standardeinstellungen wieder her
- Drucken Sie den Cube.stl normalerweise mit Infill
- Untersuchen Sie visuell die Druckqualität des Würfels

- Wenn der Fluss korrekt eingestellt wurde, sind die oberen Schichten glatt, glänzend und ohne Narben- oder Filamentansammlungen in der Nähe der Umfangsansammlungen, wobei die Schichten perfekt verbunden sind.
- Wenn es zu viel Material in der Nähe der Umfangs gibt, verringern Sie den Durchflusswert geringfügig und leisten Sie den Test erneut aus.
Wenn sich zwischen den Schichtlinien sichtbare Lücken befinden, erhöhen Sie den Durchflusswert geringfügig und führen Sie den Test erneut aus.