












Der FDM 3D -Druck besteht aus einer Reihe von geschmolzenen Materialien, die übereinander platziert sind. Auf diese Weise werden komplexe Objekte durch eine Reihe von Schichten erzeugt. Oft müssen einige Schichten jedoch in Bereichen ohne Basis platziert werden, so nach Abschluss des Drucks entfernt werden.
In einigen besonderen Fällen ist es möglich, suspendierte Schichten ohne die Verwendung von Stützen zu drucken. Es mag wie eine unmögliche Leistung erscheinen, aber über kurze geradlinige Entfernungen können Sie in einem Vakuum drucken, indem Sie die Schicht sofort mit der Luft von den Druckerventilatoren verfestigen und so eine solide Verbindung herstellen. Dieses Phänomen wird als Überbrückung bezeichnet und kann durch einige wichtige Druckeinstellungen wie Fluss, Druckgeschwindigkeit und Abkühlung erreicht werden.
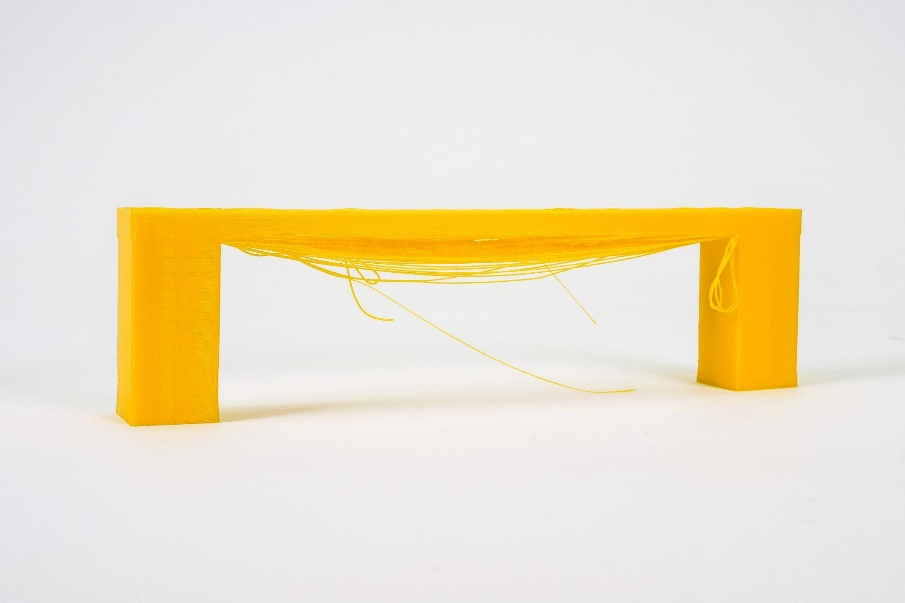
Abhängig von den verwendeten Einstellungen kann die Verfestigung der Schicht zu langsam auftreten, was dazu führt, dass sie auf dem folgenden Foto abgesenkt oder absenkt.

Im Folgenden finden Sie einige Tipps zur Verbesserung des Brückendrucks.
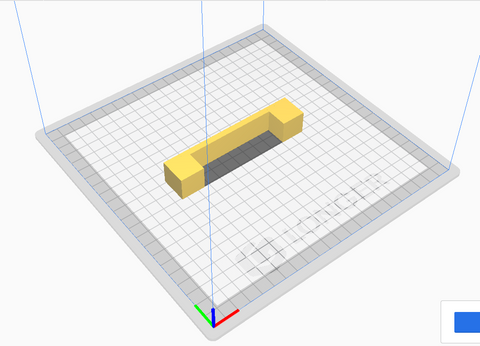
Für Tests können Sie dieses Beispiel herunterladen, das je nach den ausgewählten Einstellungen mehrmals gedruckt werden kann, bis Sie ein zufriedenstellendes Ergebnis finden:
https://www.thingiverse.com/thing:476845
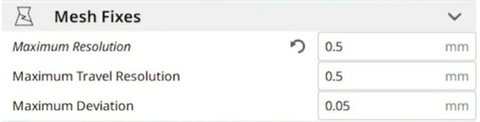
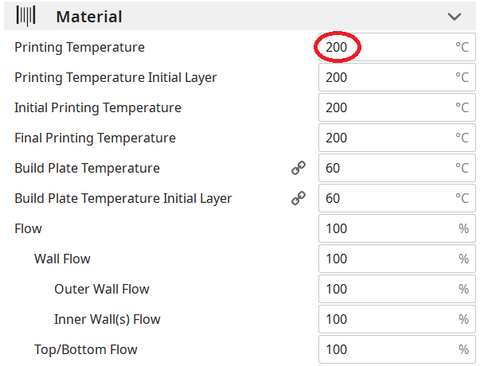
Zuerst müssen Sie sicherstellen, dass der Druckstrom koribriert wurde. In dieser Hinsicht ist es möglich, die vorherige Lektion in Bezug auf die "Druckflusskalibrierung" zu konsultieren.
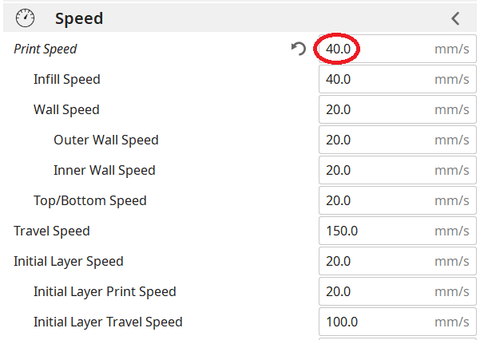
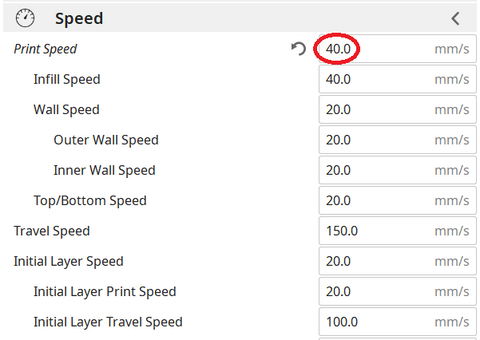
Zu diesem Zeitpunkt ist es möglich, die Druckgeschwindigkeit zu verringern, wenn die Überbrückung mit dem Druck der Probe eine unbefriedigende Qualität aufweist. Die Geschwindigkeit, die die Geschwindigkeit um etwa 5 mm/s reduziert, ist möglich, verschiedene Tests durchzuführen, bis der ideale Wert gefunden wird.
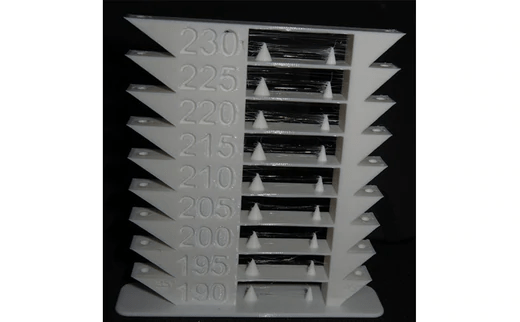
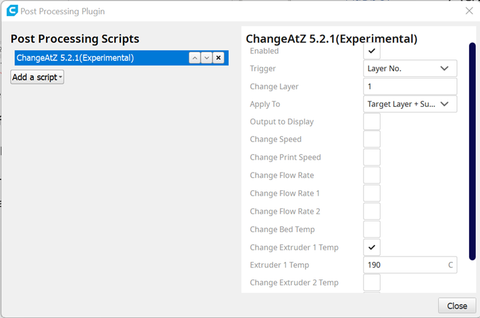
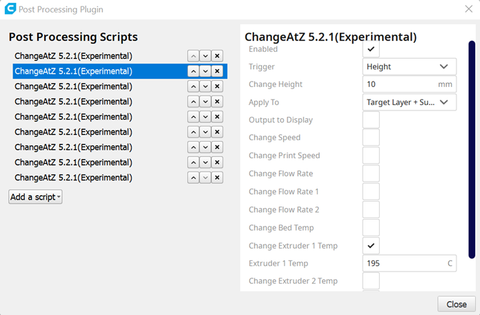
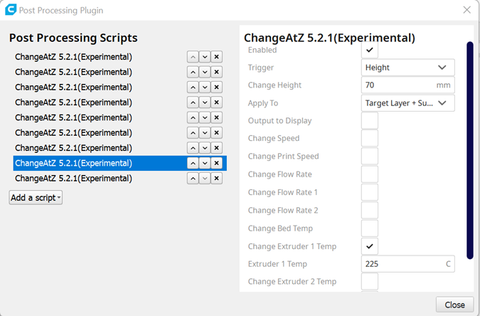
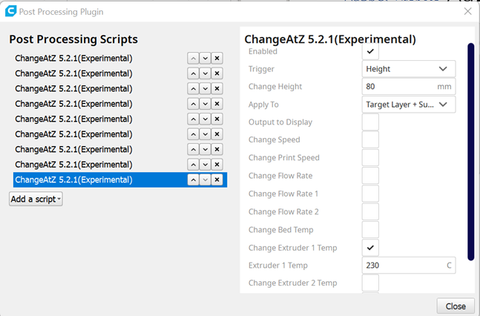
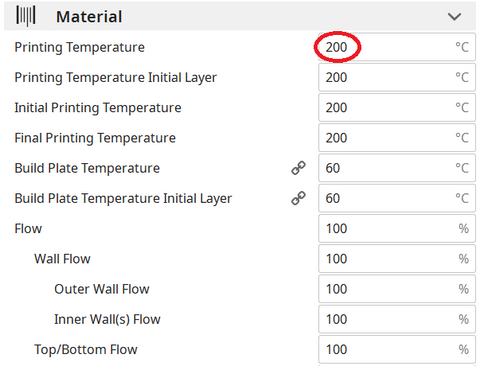
Die Drucktemperatur spielt auch eine Schlüsselrolle bei der Überbrückung. Je heißer die Schicht ist, desto länger dauert es für ihre Verstimmung und verursacht so ein schlaggendes. Aus diesem Grund ist durch schrittweise Reduzierung der Drucktemperatur um etwa 5 ° C verschiedene Tests durchzuführen, bis der ideale Wert gefunden wird.
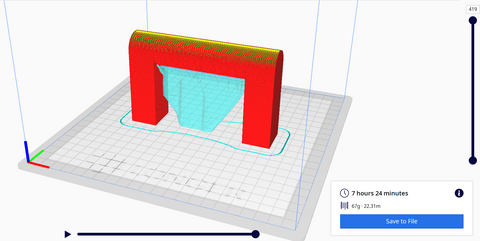
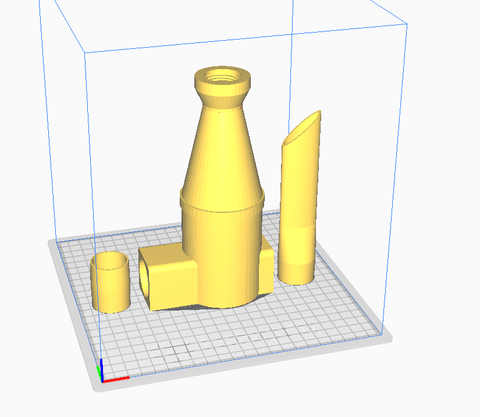
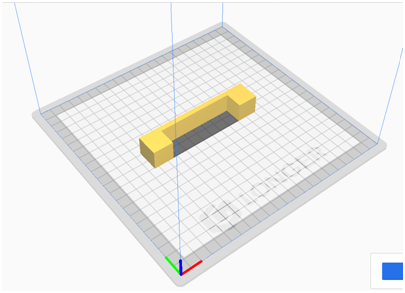
Wenn die Brücke sehr lang ist und die Geometrie des Objekts sie ermöglicht, ist es häufig möglich, das Objekt zu drehen, bis der suspendierte Teil vollständig verschwindet, wie in der Abbildung gezeigt. In den meisten Fällen ist dies jedoch nicht möglich (einschließlich des Druckens der Probe), sodass es eine Lösung ist, auf die sehr selten gezählt werden kann.
Längeres Dual -BUR -Kit
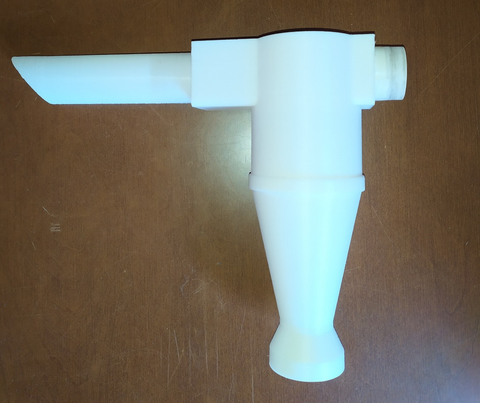
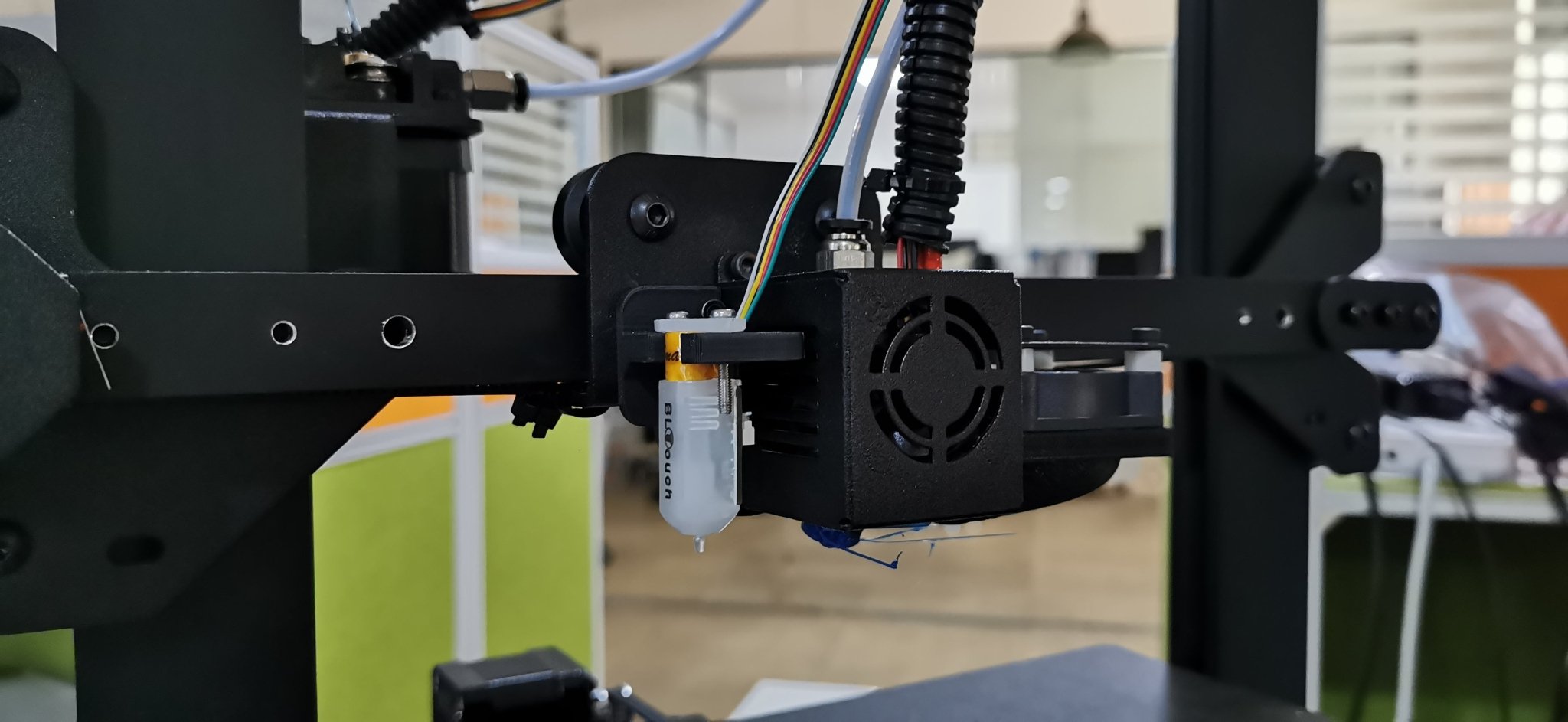
Wie von Anfang an erwähnt, ist für die Überbrückung der Luftqualität, die vom Kühllüfter emittiert wird, von grundlegender Bedeutung, was in der Lage sein muss, die Schicht sofort zu verfestigen. Wenn das Ändern der Schnitteinstellungen nicht ausreicht, kann das neue längere Dual -Gebläse helfen, wenn es nicht ausreicht.
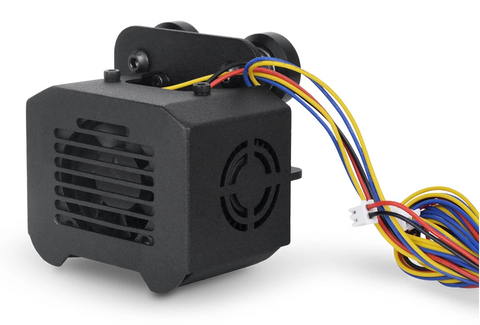
Das neue längere Dual -Gebläse wurde speziell ausgelegt, um dank zweier bilateraler Turboventilatoren und eines Doppelbelüftungskanals eine schnellere und gleichmäßigere Kühlluftemission zu ermöglichen. Auf diese Weise sind die Drucke viel detaillierter und der Überbrückungsdruck verbessert sich erheblich.
Die Installation ist sehr einfach und kann durch Beratung dieser Videohandbuch durchgeführt werden: https://youtu.be/zEA-eM5sfho
Der Kauf ist im offiziellen längeren Geschäft erhältlich:
https://www.longer3d.com/collections/accessories/products/longer-new-dual-blower-fan-kit