












La stampa 3D FDM è costituita da una serie di strati di materiale fuso collocato uno sopra l'altro; In questo modo, oggetti complessi vengono creati attraverso una successione di strati. Tuttavia, spesso alcuni strati devono essere collocati in aree senza una base, quindi lo strato viene stampato letteralmente nel vuoto e inevitabilmente cadrà, ma per superare questo problema è possibile utilizzare i supporti, che fungono da impalcature temporanee e possono essere rimosso una volta completata la stampa.
In alcuni casi speciali è possibile stampare strati sospesi, senza l'uso di supporti. Può sembrare un'impresa impossibile, ma su brevi distanze dritte puoi stampare nel vuoto consolidando istantaneamente lo strato usando l'aria dalle ventole della stampante, creando così una solida connessione. Questo fenomeno si chiama ponte e può essere realizzato mediante alcune impostazioni di stampa chiave, come flusso, velocità di stampa e raffreddamento.
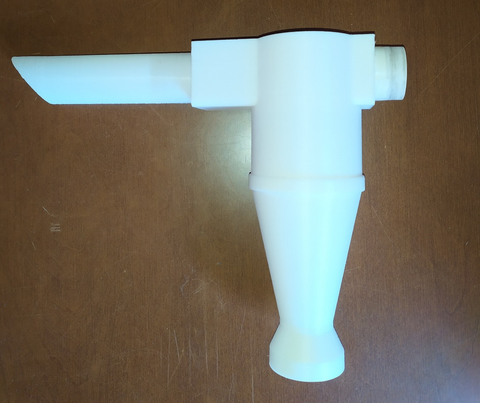
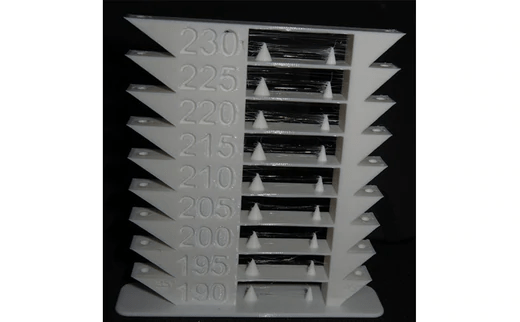
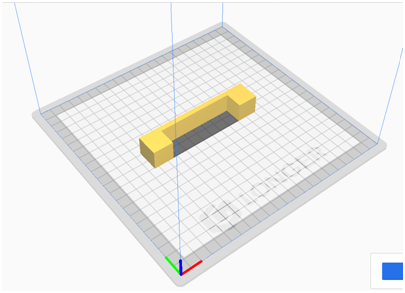
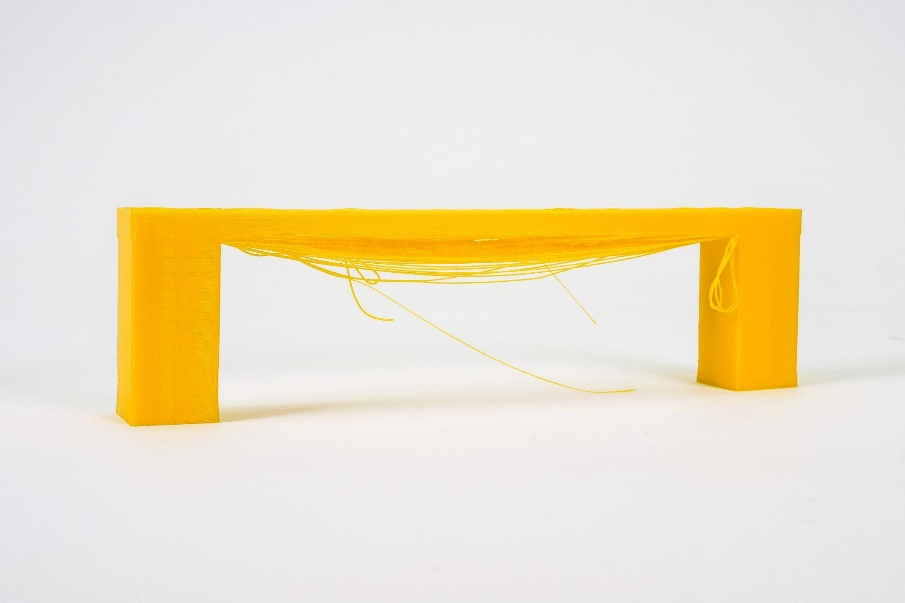
A seconda delle impostazioni utilizzate, la solidificazione dello strato può verificarsi troppo lentamente, causando così un calo o un abbassamento, come si vede nella foto seguente.

A proposito, di seguito sono riportati alcuni suggerimenti su come migliorare la stampa a ponte.
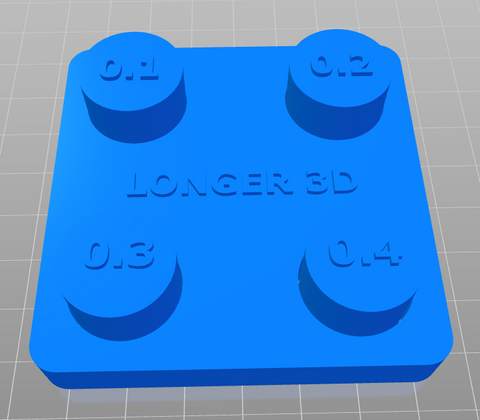
Per i test è possibile scaricare questo campione, che può essere stampato più volte a seconda delle impostazioni scelte, fino a trovare un risultato soddisfacente:
https://www.thingiverse.com/thing:476845
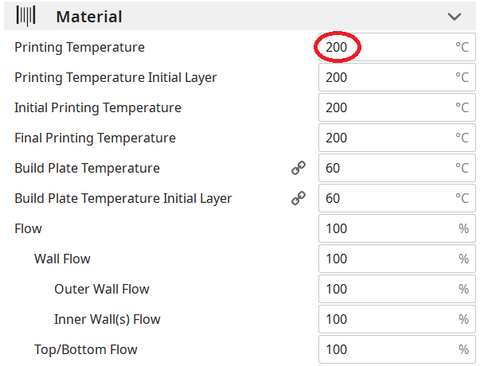
Per prima cosa devi assicurarti che il flusso di stampa sia stato calibrato correttamente; A questo proposito, è possibile consultare la lezione precedente, relativa alla "calibrazione del flusso di stampa".
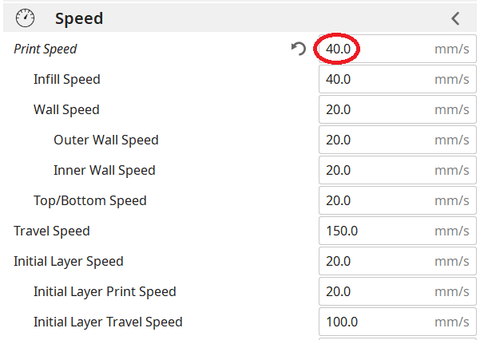
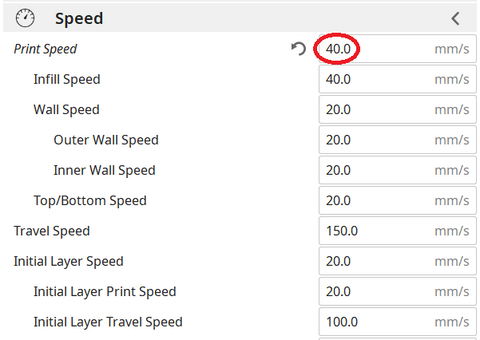
A questo punto, procedendo con la stampa del campione, se il ponte ha una qualità insoddisfacente, è possibile ridurre la velocità di stampa; Ridurre progressivamente la velocità di circa 5 mm/s è possibile eseguire vari test, fino a quando non viene trovato il valore ideale.
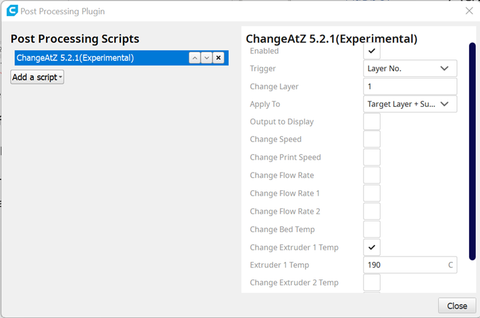
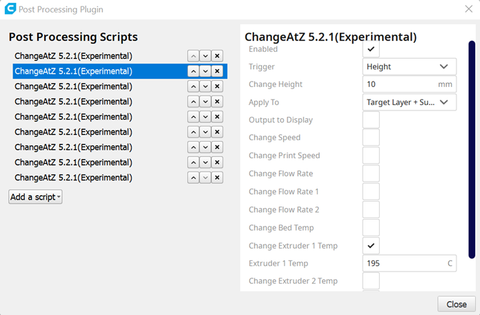
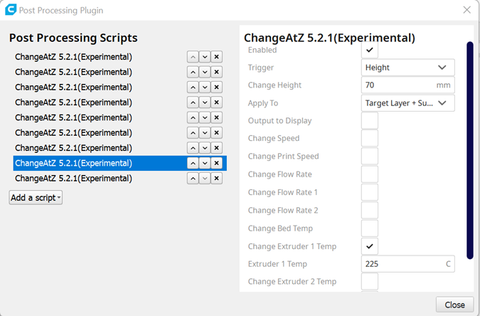
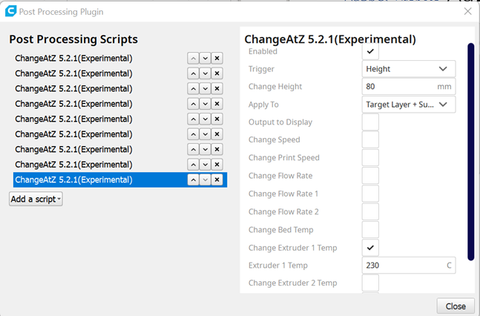
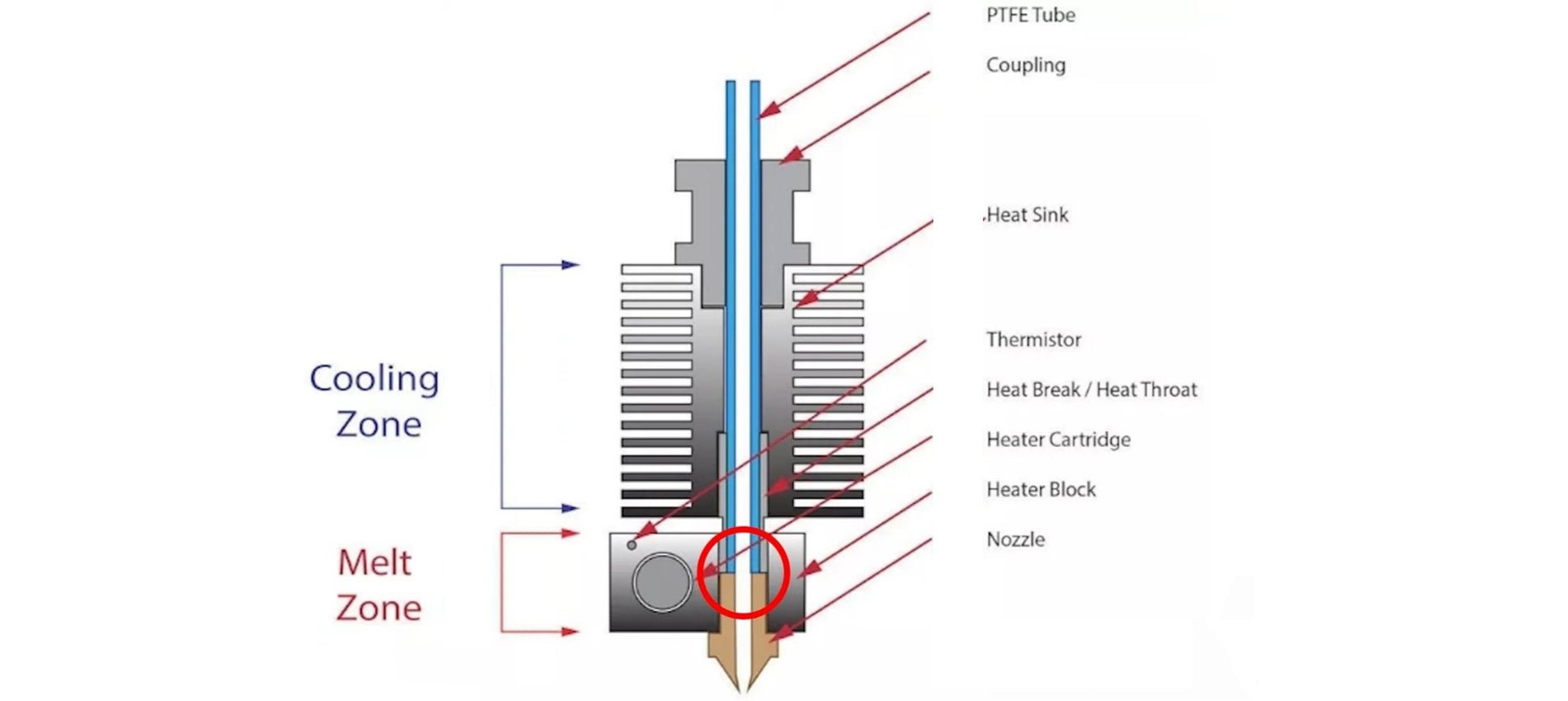
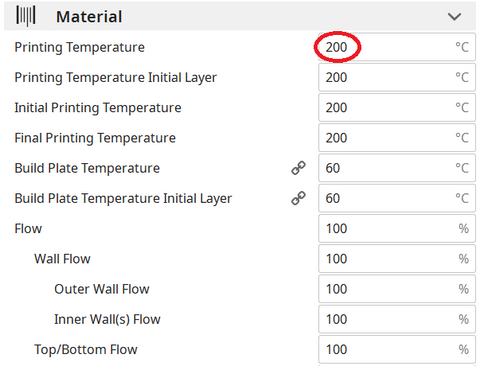
La temperatura di stampa svolge anche un ruolo chiave nel ponte; In effetti, più caldo è lo strato, più a lungo impiega la sua solidificazione, causando così un rilassamento. Per questo motivo, riducendo progressivamente la temperatura di stampa di circa 5 ° C è possibile eseguire vari test, fino a quando non viene trovato il valore ideale.
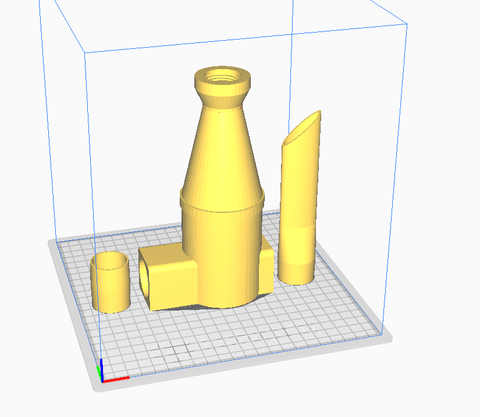
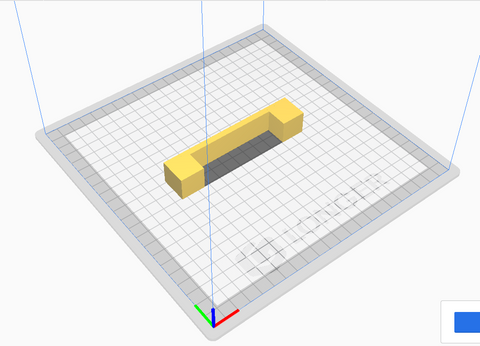
Se il ponte è molto lungo e la geometria dell'oggetto lo consente, è spesso possibile ruotare l'oggetto fino a quando la parte sospesa scompare completamente, come mostrato nella figura. Tuttavia, nella maggior parte dei casi ciò non è possibile (incluso il caso della stampa del campione), quindi è una soluzione che può essere contata in modo molto raramente.
Kit a doppio ventilatore più lungo
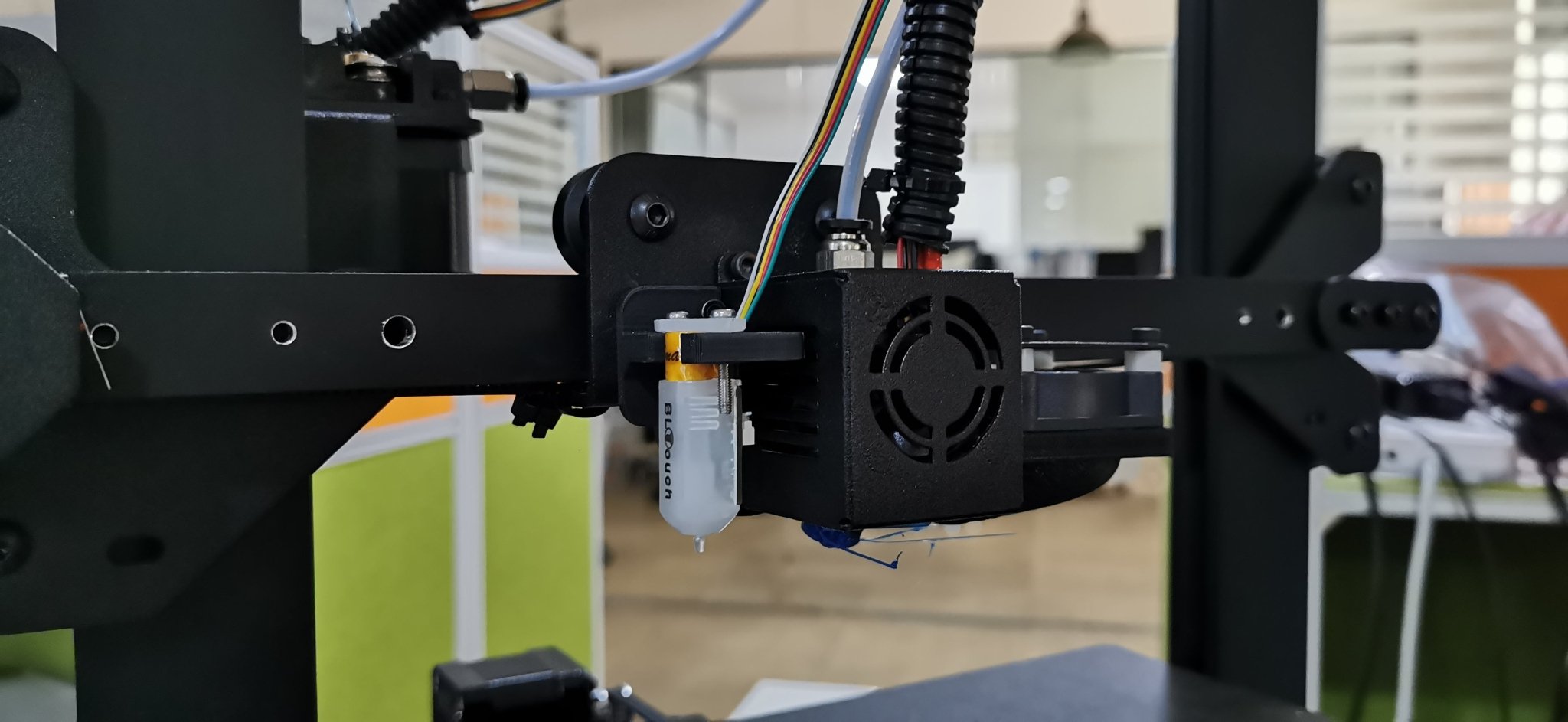
Come accennato dall'inizio, per colmare la qualità dell'aria emessa dalla ventola di raffreddamento è fondamentale, che deve essere in grado di solidificare istantaneamente il livello; Per questo motivo, se non è sufficiente modificare le impostazioni di taglio, il nuovo doppio ventilatore più lungo può aiutare.
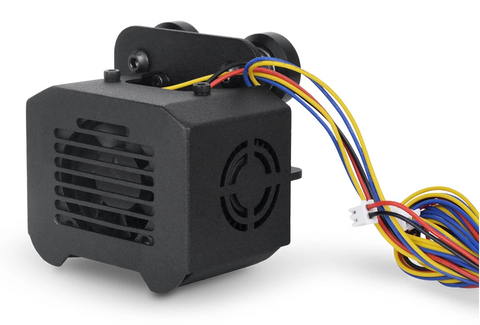
Il nuovo doppio ventilatore più lungo è stato appositamente progettato per consentire un'emissione più rapida e più uniforme di aria di raffreddamento, grazie a due ventole bilaterali turbo e un dotto a doppia ventilazione; In questo modo le stampe sono molto più dettagliate e la stampa a ponte è notevolmente migliorata.
L'installazione è molto semplice e può essere eseguita consultando questa guida video: https://youtu.be/zEA-eM5sfho
L'acquisto è disponibile sul negozio ufficiale più lungo:
https://www.longer3d.com/collections/accessories/products/longer-new-dual-blower-fan-kit